Комплекс устройств для изготовления металлических частей ручной мотыгиПатент на изобретение №: 2088362 Автор: Апушкинский Николай Дмитриевич Патентообладатель: Апушкинский Николай Дмитриевич Дата публикации: 27 Августа, 1997 Адрес для переписки: подача заявки10.02.1993 публикация патента27.08.1997 Изображения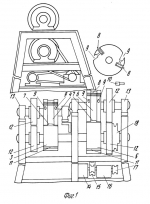 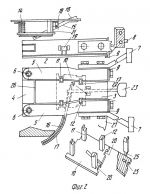 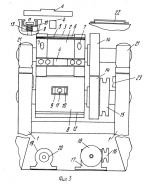 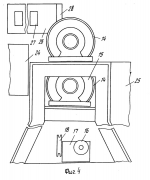 Изобретение предназначено для изготовления металлических частей ручной мотыги. Комплекс устройств для изготовления металлических частей ручной мотыги характеризуется тем, что в него входят механическое устройство для изготовления из нагретой полосы заготовок частей рабочих органов мотыги, ручное устройство для изготовления из этих заготовок непосредственно рабочих органов, механическое и ручное устройство для изготовления из полосы заготовок державок мотыги, а также устройство для гибки под сварку накладным швом заготовки державки, 6 з.п. ф-лы, 7 ил. , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУКомплекс устройств для изготовления металлических частей ручной мотыги. Область техники изготовление устройств для промышленного производства ручных почвообрабатывающих инструментов. Уровень техники изобретение пионерское, аналогов нет. Сущность изобретения. Комплекс устройств для изготовления металлических частей ручной мотыги представляет из себя способ, которым достигается ее изготовление, а она состоит из разноразмерных рабочих органов мотыги, которые изготавливаются из нагретой полосы, и державки рабочего органа на конце рукоятки мотыги, которая изготавливаются из полосы. В целях увеличения производительности, каждая металлическая деталь ручной мотыги изготавливается за две операции. Это значит, что, разноразмерные рабочие органы ручной мотыги будут изготавливаться на двух устройствах, т.е. на механическом устройстве из нагретой полосы будут изготавливаться разноразмерные заготовки для рабочих органов ручной мотыги, для последующего изготовления из них, на ручном устройстве, форменных разноразмерных рабочих органов ручной мотыги. Державка рабочего органа на конце рукоятке мотыги производится так же за две операции, т. е. на механическом устройстве изготавливается из полосы размерная и форменная заготовка, для последующего изготовления из нее, на ручном устройстве, форменной державки рабочего органа на конце рукоятки. По этому способу, на двух механических и двух ручных устройствах полностью достигается производительное изготовление металлических частей для ручной мотыги, при этом в трудовом процессе будут полностью отсутствовать беспрерывно повторяющиеся с каждой деталью непроизводительные движения работающих. Способ изготовления с высокой производительностью ручной мотыги из полосы полностью достигает технического решения, когда он осуществляется на четырех устройствах самостоятельной конструкции. Второй вариант сварки державки, когда она будет свариваться не стыковым швом, а накладным швом. В этом случае необходимо удлинить заготовку на длину накладного шва, и чтобы не снижать общей производительности, сконструировано пятое устройство, на котором можно изготовить удлиненную размерную и форменную заготовку, для дальнейшего изготовления из нее, на том же ручном устройстве, форменной державки, для последующей ее сварки накладным швом. Изготовить полный комплект рабочих органов ручной мотыги это значит, что нужно изготовить четыре разноразмерных рабочих органа, одинаковых по их форме, но различных по ширине захвата обрабатываемой почвы, которые будут закрепляться, посредством державок, на концах двух рукояток. На первой рукоятке размещаются рабочие органы с шириной захвата почвы в 30 мм и в 50 мм. На второй рукоятке в 60 мм и в 80 мм. Большое различие в размерах рабочих органов не будет сдерживать производительность в обработке овощных культур, и не будет снижать качество их обработки. В практической работе заменить рабочий орган меньший на больший, и наоборот, требуется всего несколько секунд, нужно только перевернуть рукоятку мотыги. Рабочие органы ручной мотыги шириной захвата обрабатываемой почвы в 30 мм и в 50 мм изготовляются из полосы до 20 мм и толщиной в 1 мм. Рабочий орган из такой полосы будет легко проходить в почве не встречая с ее стороны заметного сопротивления и подрезать сорняки. Рабочие органы ручной мотыги шириной захвата почвы в 60 мм и 80 мм изготавливаются из полосы шириной до 20 мм и толщиной до 2 мм. Здесь увеличивается упругость рабочего органа за счет увеличения толщины полосы. Изобретение поясняется чертежами. На фиг. 1 изображено механическое устройство. Вид спереди. Механическое устройство подразделено на две секции. В левой секции изготавливаются из нагретой полосы разноразмерные заготовки, для последующего изготовления из них, на ручных устройствах, разноразмерных рабочих органов, с шириной захвата почвы в 30 и 50 мм. В правой секции изготовляются разноразмерные заготовки, для последующего изготовления из них, на ручных устройствах, разноразмерные рабочие органы с шириной захвата почвы в 60 и в 80 мм. Механическое устройство имеет общую станину и в ней общий ведущий вал, на котором в левой секции имеется нижний рабочий валик 3, над ним по вертикали на верхнем секционном валу имеется верхний рабочий валик 4. В правой секции нижний рабочий валик 5, он находится на общем валу. Верхний рабочий валик 6, находится на верхнем секционном валу. В середине обоих верхних валиков выполнены проточки, шириной равной ширине полосы, и глубиной, равной толщине полосы. Во время работы устройства в эти проточки втягиваются разогретые полосы. Поз. 7 скосы, которые выполнены по краям проточек предназначенные для формирования на разогретой полосе фаски острия на заготовке рабочего органа. Поз. 8 отсекатели полосы, установлены на цилиндрической части верхних валиков, в горизонтальных пазах. По окружности валика отсекателей может быть несколько пар. Отсекатели распределены по окружности валиков попарно, т.е. один отсекатель отсекает заготовку одного размера, другой отсекатель отсекает другой размер заготовки. Попарное распределение отсекателей на валиках, значит всегда будут отсекаться заготовки на полные комплекты рабочих органов. Поз.9 углубления под крепежные элементы, для крепления отсекателей полосы. Поз. 10 болт, которым через углубления на цилиндрической части верхних валиков, крепится отсекатель полосы. Поз. 11 горизонтальные пазы на нижних валиках, они расположены в местах соприкосновения верхних валиков с отсекателями. Поз.12 в каждой секции на нижнем общем валу имеется по шестерне, которые входят в зацепление с шестернями (равными по диаметру), которые находятся на верхних секционных валах, а потому валики попарно имеют разную скорость вращения. Эти шестерни обеспечивают синхронность вращения валиков в каждой секции, а это позволяет изготовлять на механическом устройстве полные комплекты разноразмерных заготовок, т.е. всех четырех размеров. Поз.13 подшипники верхних валов. Поз.14 двигатель механического устройства. Поз.15 клиновой шкив редуктора понижающего обороты механического устройства, соединяющийся клиновым ремнем с двигателем. Поз.16 редуктор понижающий обороты. Поз. 17 клиновой шкив редуктора понижающего обороты, приводящий во вращение движение механическое устройство, через клиновой шкив 18, находящийся на общем валу механического устройства. Механическое устройство работает следующим образом. В начале необходимо поставить, в левой секции устройства, верхний валик 4 так, чтобы его отсекатель находился внизу. Такую постанову верхнего валика необходимо выполнять при каждой заправке полосы в устройство, тогда не будет неполных по длине заготовок, т.е. испорченных размерных заготовок. После заправки бухты нагретой полосы на ось, которая находится на кронштейне, в защитном бункере жестко соединенным со станиной (на чертеже этот кронштейн с осью не показан), пропускаем нагретую полосу через ограничитель произвольных колебаний, и она вставляется в просвет между валиками, до упора в отсекатель. Включаем двигатель 14, который через понижающий обороты редуктор 16 и через клиновой шкив 18, приводится во вращательное движение нижний общий вал, на котором находится в каждой секции по нижнему рабочему валику. Через шестерни 12 приводятся во вращательное движение верхние рабочие валики. Диаметр валиков и шестерен по секциям одинаков, поэтому рабочие валики совершают полный оборот в одно и тоже время, т.е. они вращаются синхронно. После включения двигателя рабочие валики начинают вращаться и втягивают нагретую полосу. Когда рабочие валики, в левой секции, втянут 60 мм нагретой полосы, то на нее начинают действовать скосы 7, которые имеются на верхнем рабочем валике, эти скосы будут длиться 90 мм и будут проводить на размерной заготовке фаску острия, далее полоса втягивается еще 60 мм до отсекателя, и он отсекает ее. Длина первой размерной заготовки 210 мм, из нее будет изготовлен, на ручном устройстве, форменный рабочий орган с шириной захвата обрабатываемой почвы в 30 мм. После отсекания первой размерной заготовки, полоса втягивается еще 70 мм, затем на нее начинают действовать скосы и они длятся 110 мм, которые наносят на вторую заготовку фаску острия, далее полоса втягивается еще 70 мм, и не изменяя своей первоначальной формы, отсекается отсекателем вторая размерная заготовка длиной в 250 мм, из которой будет изготовлен, на ручном устройстве, второй форменный рабочий орган, с шириной захвата обрабатываемой почвы в 50 мм. Эти два рабочих органа закрепляются посредством державок на концах одной рукоятки и практически используются для уничтожения сорняков и рыхления почвы в загущенных посевах овощных культур. Точно таким же образом производятся разноразмерные заготовки из нагретой полосы толщиной до 2 мм и в правой секции. В правой секции механического устройства изготавливаются разноразмерные заготовки из нагретой полосы, для последующего изготовления из них, на ручных устройствах, форменных рабочих органов с шириной захвата обрабатываемой почвы в 60 и 80 мм. Для рабочего органа с шириной захвата обрабатываемой почвы в 60 мм размерная заготовка будет равна 265 мм. Работа правой секции устройства. В начале разогретая полоса валиками будет втягиваться 72 мм до скосов, которые будут длиться 120 мм, они наносят на заготовку фаску острия, после скосов полоса втягивается еще 72 мм и отсекается отсекателем. Это будет размерная заготовка длиной в 265 мм, из которой будет изготовлен форменный рабочий орган, с шириной захвата обрабатываемой почвы в 60 мм. Полоса втягивается еще 77 мм, потом начнут действовать на нее скосы, и продлятся они 140 мм, нанося на нее фаску острия, далее полоса втягивается еще 77 мм, и отсекается вторым отсекателем и это будет вторая размерная заготовка длиной в 294 мм из которой, на ручном устройстве, будет изготовлен форменный рабочий орган с шириной захвата обрабатываемой почвы в 80 мм. Эти два форменных рабочих органа с шириной захвата обрабатываемой почвы в 60 и 80 мм будут закреплены на концах рукоятки второй ручной мотыги, которые будут использоваться для уничтожения сорняков и рыхления почвы в изреженных посадках овощных культур. В механическом устройстве на одном кронштейне есть общий бункер с дверками по сторонам, и для каждой секции есть своя ось. Работа механического устройства по второму варианту, т.е. когда разноразмерные заготовки будут изготовляться из холодной полосы. В таком случае, нужно в механическом устройстве заменить верхние валики, на такие же по размеру, но без скосов в проточках. Тогда механическое устройство будет изготовлять разноразмерные заготовки, без нанесения на них фаски острия, и их нужно затачивать. Описание ручного устройства в статическом положении. На фиг. 2 изображено ручное устройство, где поз.1 ручное устройство, вид сверху; поз. 3 форма рабочего органа, она жестко крепится на листовом основании, который крепится к верстаку, таких ручных устройств должно быть четыре, одинаковых по форме, но различных по ширине основания формы, на которых изготавливается полный комплект форменных рабочих органов ручной мотыги; поз.4 упорное заднее основание, между ним и формой имеется зазор 26, его ширина обеспечивает свободное вхождение в него размерной заготовки из полос толщиной 1 и 2 мм; поз.5 раздвижные прижимы, они шарнирно крепятся на концах упорного заднего основания 6. Ширина крепления прижимов на упорном заднем основании должна на двух устройствах быть шире на 2 мм, т.е. на толщину двух полос, чем ширина основания формы рабочего органа, для того, чтобы прижимы прижимали заготовку к форме без перекоса, по всей длине формы, а на двух ручных устройствах толщина заготовки должна быть до 2 мм, следовательно, ширина крепления прижимов должна быть шире основания формы рабочего органа до 4 мм; поз.7 рукоятки раздвижных прижимов; поз.8 ограничитель движения размерной заготовки во время ее заправки в ручное устройство. Этот ограничитель будет экономить рабочее время, следовательно, повышать производительность, снимать утомляемость рабочего от соблюдения точной установки размерной заготовки в ручное устройство; поз.9-пластины которые закрепляются на торцах раздвижных прижимах, снизу они загнуты в сторону листового основания, на которых удерживаются раздвижные прижимы, во время рабочего движения; поз.10 листовое основание подпружиненного съемного устройства; поз.11 съемные столбики, они могут быть граненые или круглые. На столбиках, с внешней стороны, имеются выступы 12, их назначение удерживать на съемных столбиках снимаемый готовый рабочий орган ручной мотыги, до полного его подъема, т.е. на 2/3 высоты формы рабочего органа; поз.13 пазы под съемные столбики, т.е. опорные элементы съемного устройства, в форме рабочего органа и в раздвижных прижимах, они необходимы для того, чтобы готовый рабочий орган всегда находился на столбиках съемного устройства. Со стороны формы рабочего органа столбики находятся в выемах, и при рабочем движении они никогда не выходят из них, выступы 12 на столбиках при работе прижимов не дают соскакивать готовому рабочему органу на внешнюю сторону; поз.14 пружина на столбике съемного устройства, всего их четыре; поз.15 радиальный рычаг подпружиненного съемного устройства; поз.16 выступ на конце радиального рычага выполнен, с постепенным подъемом на него, и постепенным спуском с него. Постепенный подъем на рычаге нужен для того, чтобы левый прижим находя на него утоплял его, а другой конец радиального рычага поднимал подпружиненное съемное устройство, а постепенный спуск с выступа нужен для того, чтобы дойдя до упора левым прижимом съемное устройство опустилось вниз. В левом прижиме, по линии радиального рычага, имеется выем, и с внешней стороны он прикрыт шарнирно подвешенной пластиной, для одностороннего закрытия этого выема. Когда левый прижим раздвигается, то он подвешенной пластиной утопляет рычаг, а когда он движется на прижим, то подвешенная пластина не действует на рычаг, а скользит по поверхности рычага; поз.17 радиальный выем в листовом основании для радиального рычага подпружиненного съемного устройства; поз.18 шарнирное крепление радиального рычага снизу листового основания; поз.19 шарнирно подвешенная пластина, прикрывающая выем на левом прижиме, предназначенная для одностороннего закрытия этого выема; поз.20 выем в листовом основании для фиксированного рабочего движения подпружиненного съемного устройства в скобах 21, на которых подвешено все съемное устройство; поз.22 второй вариант рычага съемного устройства; поз. 23 его рукоятка, и шарнирное устройство рычага; поз. 25 отверстие в листовом основании съемного устройства, для крепления съемного столбика; поз. 26 зазор между опорным задним основанием и формой рабочего органа, для свободного вхождения в него размерной заготовки; поз.27 листовое основание ручного устройства. Второй вариант привода в рабочее движение раздвижных прижимов. Описание второго варианта привода раздвижных прижимов в статическом положении. На фиг. 1 и 7 изображен разрез ручного устройства со вторым вариантом привода в рабочее движение раздвижных прижимов. Вид устройства сзади, где поз. 4 листовое основание ручного устройства; поз.5 вилкообразное основание второго варианта привода раздвижных прижимов, для взаимодействия одновременно с двумя прижимами; поз.6 ось на которой совершает прямолинейные движения вилкообразное основание, расположенная в кронштейнах под основанием; поз.7 - кронштейны в которых укреплена ось; поз.8 соединительный рычаг; поз.9 - выступы на концах раздвижных прижимов для шарнирного соединения с проушиной соединительного рычага; поз.10 опорное заднее основание ручного устройства; поз.11 шарнирное соединение раздвижных прижимов, на концах опорного основания устройства; поз. 12 прямолинейные прорези в листовом основании в которых происходит прямолинейное движение боковых сторон вилкообразного основания второго варианта привода раздвижных прижимов; поз.13 боковые стороны вилкообразного основания; поз.15 и 15а соединительный рычаг состоит из шарнирно соединенных двух частей, где шарнирное соединение находится в горизонтальном и вертикальном положении, что позволяет соединительному рычагу производить вертикальные и горизонтальные повороты. Работа второго варианта привода раздвижных прижимов. После заправкие в ручное устройство размерной заготовки, за рукоятку на себя, осуществляется прижим размерной заготовки к форме рабочего органа. Что происходит во время прижимного движения с приводом раздвижных прижимов. Боковые стороны его всегда движутся по прямой в прямолинейных прорезях в листовом основании устройства, а рычаг соединяющий боковые стороны прямоугольной вилки с выступами на раздвижных прижимах, начинает переходить с прямолинейного движения в прижимное радиальное движение. Этот переход движения из одного направления в другое осуществляется потому, что боковые стороны вилки связаны осью с возможностью их вращения, и потому, что их соединительный рычаг выполнен из двух шарнирно соединенных частей, что обеспечивает ему свободное движение по вертикали и по горизонтали. Преимущество второго варианта привода раздвижных прижимов заключается в том, что он приводится в действие одной рукой, и действует он одновременно на оба прижима, освобождая другую руку. Следовательно, второй вариант более производителен и снижает утомляемость. Механическое устройство для изготовления размерных и форменных заготовок из полосы, для последующего изготовления из них размерной и форменной державки, т.е. второй металлической детали к ручной мотыге. Описание механического устройства излагается в статическом положении. На фиг. 3 изображено механическое устройство по изготовлению из полосы размерных и форменных заготовок. Вид ручного устройства спереди, где поз. 1 станина устройства, которая выполнена из металла, в ней размещаются все рабочие детали устройства. Впереди устройства, на кронштейне, имеется бункер с осью, он жестко соединен со станиной. На ось надевается бухта полосы. Сзади устройства есть бункер для сбора готовой продукции и отходов (на чертеже не показано); поз.2 верхний приводной валик; поз.3 по середине верхнего валика выполнена проточка, глубина которой равна толщине полосы, а ширина равна ширине полосы, т.е. 40 мм; поз.4 выпресовыватель закрепленный в углублении на верхнем приводном валике. Назначение выпресовывателя, чтобы он на заготовке из полосы произвел выем-окно. На каждой заготовке, через определенное расстояние, должно быть два выема-окна, следовательно, и два выпресовывателя; поз.5 горизонтальное углубление на верхнем приводном валике, оно служит для закрепления в нем отсекателя размерной заготовки на державку; поз.6 отсекатель размерной и форменной заготовки. поз.7 - отверстие для крепления отсекателя. Каждый отсекатель крепится двумя болтами; поз.8 нижний приводной валик; поз.9 прямоугольный выем в центре нижнего приводного валика; поз.10 подпружиненная сбрасывающая скоба, она служит для сбрасывания выпресованной пластины; поз.11 болт удерживающий сбрасывающую подпружиненную скобу стабильно на определенном уровне; поз.12 горизонтальный паз под отсекатель полосы верхнего приводного валика; поз.13 пружина сбрасывающей скобы; поз.14 шестерни имеющие одинаковые диаметры, они обеспечивают синхронность вращения валиков; поз.15 приводной клиновой шкив на нижнем валу, он с клиновым шкивом привода приводит во вращательное движение все устройство 16; поз. 17 редуктор понижающий обороты; поз.18 клиновой шкив редуктора связан с клиновым шкивом двигателя. Двигатель 19; поз.21 - подшипники верхнего вала; поз. 22 ограничитель произвольных колебаний полосы во время работы устройства; поз.23 горизонтальная перекладина на которой размещена ограничительная скоба. На фиг. 4 то же, вид сбоку. Другой вариант снижения оборотов двигателя. Можно снизить обороты двигателя внедрением в приводную часть промежуточных клиновых шкивов, или разноразмерных шестерен. Работа механического устройства для изготовления из полосы размерных и форменных заготовок, для последующего изготовления из них размерных и форменных державок, для крепления рабочих органов на концах рукоятки ручной мотыги (фиг. 3 и 4). На чертеже не показана ось на кронштейне с защитным бункером, который жестко соединен со станиной устройства. В защитном бункере устройства надеваем бухту полосы, и конец ее заправляем через ограничительную скобу произвольных колебаний, а затем вставляем его в просвет между валиками до упора в отсекатель. Включаем двигатель 19, и он через понижающий обороты редуктор 17, и клиновой шкив 15 приводит в рабочее движение нижний вал, а с него через шестерни и верхний валик приводятся во вращательное движение оба приводных валика. Приводные валики производят полный оборот в одно и тоже время. Эта синхронизация вращения приводных валиков происходит потому, что на нижнем и верхнем валах стоят одинаковые по диаметру шестерни, и они находятся в зацеплении одна с другой. Приводные валики начинают вращаться и втягивать между собой полосу. От отсекателя полоса втягивается приводными валиками, и через 29 мм на нее начинает действовать выпресовыватель 4, который производит в полосе выем-окно, шириной по вертикали 10 мм и длиной по горизонтали 20 мм. У выпресовывателя поверхность овальная, что смягчает работу устройства, т. к. овальная поверхность распределяет нагрузку на всю длину выпресовывания, а это способствует удлинению межремонтного периода. Когда выпресовыватель начинает в полосе выпресовывать пластину, то она попадает на подпружиненную сбрасывающую скобу 10 и давит на нее. Подпружиненная скоба утопляется в свою нишу, затем она сбрасывает, под действием пружины, выпресованную пластину в бункер сбора готовой продукции, который находится сзади устройства, и прикреплен к станине. После первого выпресовывания в полосе пластины, она втягивается от выема-окна еще 47 мм, затем второй выпресовыватель произведет в полосе второй выем-окно, а подпружиненная скоба сбросит вторую пластину в тот же бункер. От второго выема-окна полоса втягивается еще 9 мм и отсекается отсекателем. Длина размерной и форменной заготовки на державку 114 мм, т.е. вначале полоса идет 38 мм, затем выем 10 мм, затем идет полоса 47 мм, далее второй выем 10 мм и после второго выема полоса идет 9 мм. Для увеличения производительности и снижения амортизационных затрат в механическом устройстве необходимо, чтобы в окружности укладывалось две, три, и больше заготовок. Соответственно в каждой заготовке на верхнем приводном валике должно быть по два выпрессовывателя и по два сбрасывателя на нижнем приводном валике и один отсекатель полосы. Дальше, из размерных и форменных заготовок из полосы, должны изготовляться на ручном устройстве размерные и форменные державки. На фиг. 5 изображено ручное устройство 1 для изготовления из размерных и форменных заготовок форменных державок. Вид устройства сбоку, где поз.5 - форма державки, она жестко закреплена на листовом основании устройства. Нижняя часть формы служит осью, на которой вращается ступица рукоятки устройства 6. Вращающаяся ступица 7 рукоятки устройства; поз. 8 подвижная от другой рукоятки пластина, на ней жестко укреплен вертикальный стержень с прижимным роликом. Внизу этот стержень является осью 10, для вращающегося на ней прижимного ролика 9. Для вертикальной устойчивости прижимного ролика имеется опорная скоба 12, нижний конец ее жестко соединен со смещающейся пластиной 8. Ниже этот вертикальный стержень проходит через продольный увеличенный выем в рукоятке, и закрепляется гайками, но нежестко, гайки не затягивают рукоятку, это при наличии уступов на нижнем окончании вертикального стержня, что дает возможность подвижной пластине с прижимным роликом смещаться в сторону формы державки; поз.13 шарнирно-рычажный съемник готовой державки мотыги с ее формы, он находится на верхней части вертикального стержня и его рукоятки 14. поз.15 треугольная стойка, она жестко укреплена на основании и расположена со стороны, противоположной расположению державки. Между треугольной стойкой и плоской стороной формы имеется паз, глубиной равный толщине заготовке, а в нижней части формы, на треугольной стойке, стоит ограничительная пластина 18. На треугольной стойке выем 16, в который входит часть рукоятки и прижимной ролик освобождает прямую линию паза для свободного входа в него заготовки на державку 17. Ограничительная пластина 18, предназначенная для контроля движения заготовки державки при ее подаче в устройство, она ускоряет весь процесс заправки. Следовательно, все это положительно влияет на производительность, и кроме того снижает утомляемость работающего. Поз.19 колено нажимной и рычажной рукоятки 20, оно шарнирно соединено с подвижной пластиной 8. При нажатии на рукоятку 20, колено двинет подвижную пластину, а вместе с ней и прижимной ролик, жестко укрепленный на ней, к плоской стороне формы 5; поз. 22 листовое основание ручного устройства; поз.3 размерная и форменная заготовка из полосы, для изготовления из нее размерной и форменной державки рабочего органа на конце рукоятки ручной мотыги. На заготовке из полосы размерные цифры указаны в миллиметрах; поз.4 размерная и форменная державка для крепления рабочего органа на конце рукоятки ручной мотыги. Работа ручного устройства для изготовления из размерных и форменных заготовок из полосы, размерных и форменных державок, для жесткого крепления рабочих органов, на рукоятке ручной мотыги. (фиг. 5). Вначале отводится рукоятка ручного устройства вправо от себя, до упора, при этом зазор между плоской стороной формы державки и опорной треугольной стойкой будет полностью открыт. В этот паз и вставляется размерная и форменная заготовка из полосы 17, до упора в ограничительную пластину 18. Для прижима заготовки к форме, подаем рукоятку на себя, при этом начинает прижимать заготовку к овальной стороне формы 5. Максимальный зазор, между прижимным роликом 9, и овальной стороной формы 5, равен толщине заготовки, без прижима рукоятка ведется на себя довольно быстро до конца овальной части. При начале плоской части формы, нажимается на рычаг рукоятки 20, который своим коленом 19, смещает подвижную пластину 8 вперед, а с ней и прижимной ролик 9, который начинает прижимать заготовку к плоской стороне формы. Смещение подвижной пластины и прижимного ролика позволяет увеличенный продольный выем в рукоятке устройства 11. Когда прижимной ролик 9, пройдя плоскую часть формы, и станет находить на ее овальную часть, то нажатие на прижимной рычаг рукоятки 20 снимается, т.к. дальше он проходит по ограниченной линии. Доведя рукоятку до упора с левой стороны шарнирно-рычажным съемником 13 снимается готовая державка с ее формы. Для этого нужно съемными выступами вставить в выемы державки и нажатием на рукоятку 14 снять державку на 2/3 с формы. После снятия готовой размерной и форменной державки с формы, берется следующая заготовка и заправляется, выше описанным образом, в ручное устройство. В случае, если форменная державка будет свариваться не стыковым швом, а накладным швом, то размерная и форменная заготовка удлиняется на длину равную накладному шву. На фиг. 6 изображено ручное устройство, на котором можно подготовить удлиненную заготовку, для дальнейшего изготовления из нее, на том же ручном устройстве, размерной и форменной державки, для сваривания ее накладным швом. Описание ручного устройства в статическом положении. На фиг. 1 изображено ручное устройство, вид сверху, где поз.4 ручное устройство представляющее металлическую прямоугольную основу, закрепленную на листовом основании, в которой выполнены горизонтальный паз и пересекающий его продольный вертикальный паз, шириной, равной удлиненной части заготовки для державки. Горизонтальный паз (фиг. 2) поз.9, шириной равен толщине заготовки, но вход в него расширен с левой и передней сторон. На металлической основе в продольном вертикальном пазу, шарнирно закреплен нажимной стержень 5, с рукояткой 6. Ширина продольного паза, на уровне нижней стороны горизонтального паза, равна удлинению заготовки 15; поз. 10 шарнирное крепление. Нажимной стержень 11 (фиг. 3)имеет на нижней рабочей части закругленную выемку 13, а в месте пересечения пазов металлической основы имеется закругленная выпуклость 12. Поз.7 листовое основание на котором жестко крепится все устройство, через отверстия 8. Поз.14 размерная и форменная заготовка из полосы 14; поз.17 отверстие через которое жестко закрепляется прямоугольная металлическая основа на листовом основании. Стержень с его нижней рабочей частью, имеющий закругленную выемку (фиг. 3), в месте пересечения пазов основы выполнена выпуклость, образующая совместно с горизонтальным пазом и с выемкой нажимного стержня канал для ведения удлиненной части заготовки, а снаружи горизонтального паза выполнены фаски. Работа устройства. Заправить удлиненную размерную и форменную заготовку в ручное устройство можно с левой стороны до упора в правую вертикальную стенку паза, а можно заправить ее спереди, при поднятом нажимном рычаге. Когда удлиненная заготовка заправлена в устройство, то рукояткой нажимается на нажимной рычаг и радиальный загиб удлиненной части заготовки будет произведен, заготовка вынимается из устройства на себя. Три варианта крепления рабочих органов на концах рукоятки: I вариант когда рабочий орган своими проушинами вставляется в державку, и вместе они надеваются на обработанный конец рукоятки и закрепляются распорным клином в пропиловку конца рукоятки через выемы-окна державки. II вариант когда рабочий орган проушинами вставлен в державку и жестко сваривается с ней и державка вместе с рабочим органом надевается на конец рукоятки и закрепляется на ней, таким же образом, как и в первом варианте. III вариант крепление рабочего органа на конце рукоятки без державки. В этом случае рабочий орган проушинами надевается на плоские стороны обработанного конца рукоятки, но без пропиловки и мягкой проволокой прочно обматываются его проушины снизу доверху и конец скрутки проволоки плотно прикрепляется к рукоятке. Наиболее предпочтителен III вариант крепления, т.е. крепление рабочих органов без державки, как более экономичный. Однако для этого варианта необходимо иметь достаточное количество мягкой проволоки. Работа ручного устройства (фиг. 2) для изготовления из разноразмерных заготовок из полосы разноразмерных рабочих органов мотыги, которые содержат четыре формы рабочих органов, одинаковых по форме, но различных по ширине захвата обрабатываемой почвы. Раздвигаем рукоятками 7 раздвижные прижимы 5 до упора, вставляем размерную заготовку из полосы в зазор 26, между задним основанием 4 и формой рабочего органа 3, до ограничителя 8, и рукоятками на себя прижимаем размерную заготовку раздвижными прижимами к форме рабочего органа. Когда раздвигаем раздвижные прижимы, чтобы снять готовый рабочий орган с его формы, то левый прижим 5, отходя от формы рабочего органа, действует на съемное устройство, т.е. приводит его в рабочее движение. Когда левый прижим отходит от формы рабочего органа, то он проходит по радиальному рычагу, на конце которого выполнен выступ с постепенным подъемом и спуском с него 16 и он утопляет его 15 шарнирно подвешенной пластиной 19, односторонним закрытием этой выемки в левом прижиме, а противоположный его конец поднимает подпружиненное съемное устройство 100, на котором имеется четыре опорных элемента-столбики, на концах которых, с внешней стороны, имеются выступы предназначенные для удержания готового рабочего органа мотыги, при этом на форме и на раздвижных прижимах выполнены пазы под опорные элементы-столбики 13. Горизонтальными концами столбики 11 снимают готовый рабочий орган с формы на 2/3 ее высоты, а удлиненные выступы на столбиках 12 на их внешней стороне удерживают готовый рабочий орган до полного его подъема. Затем он снимается и в ручное устройство заправляется следующая заготовка. Далее готовые рабочие органы закаливаются. На концах прижимов имеются скобы для удержания их на основании, а на скобе левого прижима выполнен ограничительный выступ, который ограничивает движение заготовки во время ее заправки в устройство. Работа II варианта съемного рычага подпружиненного съемного устройства 22 заключается в том, что он не связан с движением левого прижима и действует самостоятельно при нажиме на рукоятку 23. Недостаток его в том, что он требует самостоятельного нажима на рукоятку, а это требует затрат рабочего времени и не способствует повышению производительности.ФОРМУЛА ИЗОБРЕТЕНИЯ1. Комплекс устройств для изготовления металлических частей ручной мотыги, характеризующийся тем, что он содержит механическое устройство для изготовления из нагретой полосы разноразмерных заготовок для разноразмерных рабочих органов мотыги, ручное устройство для изготовления из этих заготовок рабочих органов мотыги, механическое и ручное устройства для изготовления из полосы размерных заготовок и державок мотыги и устройство для гибки под сварку накладным швом заготовки державки. 2. Комплекс по п.1, отличающийся тем, что механическое устройство для изготовления из нагретой полосы разноразмерных заготовок для разноразмерных рабочих органов мотыги состоит из станины, разделенной на две секции, в каждой из которых по вертикали расположены по два касающихся друг друга приводных валика, причем по середине верхних валиков выполнены проточки шириной, равной ширине полосы, и глубиной, равной толщине полосы, по краям проточек выполнены скосы, предназначенные для формирования на полосе острия заготовки рабочего органа, а на цилиндрической части верхних валиков выполнены горизонтальные пазы с установленными в них отсекателями полосы и углубления под крепежные элементы для отсекателей полосы, при этом нижние валики обеих секций расположены на общем валу, который связан посредством клинового шкива с приводом и посредством шестерен одинакового диаметра в каждой секции с верхним валиком каждой секции для синхронизации их вращения. 3. Комплекс по п.1, отличающийся тем, что ручное устройство для изготовления из разноразмерных заготовок разноразмерных рабочих органов мотыги содержит четыре формы рабочих органов, различных по ширине, два раздвижных прижима с рукоятками, подпружиненный рычажный съемник, состоящий из расположенных на основании опорных элементов-столбиков, на конце которых с внешней стороны имеются выступы, предназначенные для удержания готового рабочего органа мотыги, при этом на форме и на раздвижных прижимах выполнены пазы под опорные элементы-столбики, а на конце рычага съемника выполнен выступ с постепенным подъемом и спуском, кроме того, на левом прижиме снизу образована выемка и шарнирно подвешена пластина, предназначенная для одностороннего закрытия этой выемки, на концах обоих прижимов имеются скобы для удержания их на основании и на скобе левого прижима выполнен ограничительный выступ. 4. Комплекс по п.1, отличающийся тем, что механическое устройство для изготовления из полосы размерных заготовок державок мотыги содержит корпус с двумя расположенными по вертикали и касающимися друг друга приводными валиками, причем по середине верхнего валика выполнена проточка, глубина которой равна толщине полосы, а ширина равна ширине полосы, на этом валике в горизонтальных углублениях закреплены выпрессовыватель и отсекатель полосы, а на нижнем валике закреплен сбрасыватель выпрессованной пластины, состоящий из подпружиненной скобы, и выполнен горизонтальный паз под отсекатель полосы верхнего валика, при этом для синхронизации вращения валиков они связаны с шестернями, имеющими одинаковый диаметр, а нижний валик посредством клинового шкива связан с приводом, кроме того, имеется горизонтальная перекладина со скобой для ограничения колебаний полосы, бункер для заправки бухты полосы и бункер для сбора готовых заготовок державок. 5. Комплекс по п.1, отличающийся тем, что ручное устройство для изготовления из заготовки державки мотыги состоит из листового основания, на котором размещена форма державки, связанная шарнирно с рукояткой, на которой сверху размещена подвижная от другой рукоятки пластина, а на последней жестко укреплен вертикальный стержень с прижимным роликом, причем для придания вертикальной устойчивости прижимному ролику имеется опорная скоба, в верхней части вертикального стержня укреплен шарнирно рычажный съемник готовой державки мотыги с ее формы, на основании со стороны, противоположной расположению формы державки, жестко закреплена треугольная стойка, имеющая паз глубиной, равной толщине заготовки, а в нижней части формы имеется ограничительная пластина, предназначенная для контроля движения заготовки державки при ее подаче в устройство. 6. Комплекс по п.1, отличающийся тем, что устройство для гибки под сварку накладным швом заготовки державки состоит из прямоугольной металлической основы, закрепленной на листовом основании, в которой выполнены горизонтальный паз и пересекающий его продольный вертикальный паз шириной, равной удлиненной части заготовки державки, при этом на металлической основе шарнирно закреплен нажимной стержень с рукояткой и с нижней рабочей частью, имеющей закругленную выемку, в месте пересечения пазов основы выполнена выпуклость, образующая совместно с горизонтальным пазом и с выемкой нажимного стержня канал для введения удлиненной части заготовки, а снаружи горизонтального паза выполнены фаски. 7. Комплекс по пп.1 и 3, отличающийся тем, что имеется листовое основание и прижимное устройство, выполненное в виде прямоугольной вилки, предназначенной для взаимодействия одновременно с двумя прижимами, причем боковые стороны вилки связаны осью с возможностью их вращения, ось расположена в кронштейнах под основанием, а выше основания боковые стороны вилки шарнирно связаны посредством рычагов с выступами, выполненными в раздвижных прижимах, при этом в листовом основании выполнены прямолинейные прорези, предназначенные для перемещения боковых сторон вилки прижимного устройства.Популярные патенты: 2121263 Способ лесоводственной оценки технологического комплекса машин ... конечное (после проведения рубок) состояние лесной среды, можно оценить, пригоден или нет только весь комплекс машин (вся технология) для проведения работ в конкретных условиях, т.е. возможно получить ответ "да" или "нет" для технологического комплекса в целом, но не для отдельных его элементов. Не представляется также возможным оценить степень пригодности всего комплекса и отдельных его элементов. По существу данным известным источником информации ставится задача, которую должны решить лесоводственные требования, приводятся нормативные величины оценочных показателей, достижение которых свидетельствует о ее решении. Однако не раскрыты пути решения поставленной задачи, т.е., каким ... 2050341 Устройство для переработки органического субстрата в биогумус ... электрическую цепь, питающую электрический двигатель 23, который вращает лебедку 21. Лебедка перемещает стенку 8 на колесах 3, поворачивая ее на 180о вокруг неподвижной опоры 7. Как только формообразующая стенка 2 переместится до неподвижной опоры (другого кургана) конец каркаса стенки 8 фиксируют к опоре 1 (см. фиг.1) при помощи крючков и колец. Далее все технологические операции загрузки и формирования курганов повторяются. Курган сверху накрывают соломой, которую увлажняют. Во время выпадения осадков в виде дождя вода стекает по наклонной поверхности курганов и накапливается в жижесборнике 31. По мере необходимости ее используют для увлажнения питательной среды в курганах при ... 2206985 Упряжь для собак ... плотное и равномерное прилегание этого элемента к грудине собаки, в вершину треугольника жестко вшит ремень, присоединяемый застежкой к подпруге, жестко скрепленной со спинным элементом, а на концах у основания треугольника размещены застежки для присоединения треугольного нагрудного элемента к плечевым, при этом все элементы шлейки выполнены в виде многослойных ремней из эластичного материала, между слоями спинного ремня размещена вставка из синтетического материала, а в месте соединения подпруги со спинным элементом (ремнем) установлено полукольцо для поводка или вожжей. 2. Упряжь по п.1, отличающаяся тем, что спинной элемент выполнен цельнокроеным и имеет форму трезубца, в зубцы ... 2159721 Способ и устройство для крепления двигателя мотокультиватора ... руль на угол до упора ограничителя в боковую поверхность проточки 19 (фиг. 7) и ввести держатель опять в зацепление, но уже с другой парой выступов 17. Для отделения двигателя от опорного элемента 5 необходимо отвернуть винт зажимной 24, вывести держатель 25 из зацепления с выступами 17, повернуть хомут 7. При совмещении его окон 20 с выступами 8 двигателя отделить последний. Экономический эффект достигается за счет уменьшения трудоемкости монтажа двигателя на транспортное средство и трудоемкости процесса обработки почвы в процессе работы, а также повышении удобства в работе. Это является следствием того, что конструкция заявленного устройства, позволяет рулевое управление ... 2477599 Жатка зерноуборочного комбайна ... загнутыми под прямым углом концами. Жатка обеспечивает стабилизацию технологического процесса и снижение потерь зерна. 2 з.п. ф-лы, 5 ил. Изобретение относится к сельскохозяйственному машиностроению и может быть использовано в конструкции жатки зерноуборочного комбайна.Известна жатвенная часть зерноуборочною комбайна «Дон-1500» и «Дон-1200», которая состоит из жатки, приставки и наклонной камеры. Жатка состоит из корпуса, мотовила, режущего аппарата шнека, уравновешивающего механизма, механизмов привода и регулировок. Шнек состоит из цилиндрического корпуса со спиральными лентами (витками), дисков эксцентрикового пальчикового механизма, предохранительной ... |
Еще из этого раздела: 2405306 Способ определения содержания крахмала по содержанию глюкозы с учетом индивидуального коэффициента пересчета в растительном материале 2264075 Рулонный пресс-подборщик лубяных культур 2084132 Устройство для выращивания растений 2094986 Гербицидный состав 2051971 Способ определения биологической активности -эндотоксинов различных патотипов bacileus thuringiensis 2462866 Рыболовная катушка 2056737 Способ диагностики морозоустойчивости плодовых культур 2165134 Корнеподрезающий рабочий орган машины для добычи лакричного сырья 2189742 Способ обработки инкубационных яиц 2138949 Комбинированный препарат для борьбы с таежными и лесными клещами, способ борьбы и аттрактант |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||