Съедобные вафельные продукты, изготовленные экструзиейПатент на изобретение №: 2438331 Автор: ДОТРЕМОНТ Кристоф (FR), ДЕ АКЮТИ Родольфо (GB), ПИГЕ Хюго (CH) Патентообладатель: НЕСТЕК С.А. (CH) Дата публикации: 20 Октября, 2010 Начало действия патента: 10 Сентября, 2007 Адрес для переписки: 103735, Москва, ул.Ильинка, 5/2, ООО "Союзпатент", пат.пов. И.В.Павлюченко, рег. 1179 Изображения  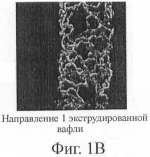  Изобретение относится к пищевой промышленности. Предложенные экструдированные, увеличенные в объеме, съедобные вафли имеют хрусткость, которая характеризуется числом перепадов усилия в общем усилии, прикладываемом к вафле датчиком для проведения теста на разрушение, на мм расстояния, покрываемого указанным датчиком, которое составляет менее 2,5 в измерениях при влагосодержании 4% и которое учитывает те перепады усилия, величина которых превышает или равна 0,8 Н. Предложенное изобретение направлено на обеспечение экструдированного вафельного продукта необходимой текстурой, сходной с текстурой вафель, традиционно выпекаемых в вафельных печах. 3 н. и 7 з.п. ф-лы, 10 ил., 2 табл. Область техники, к которой относится изобретение Настоящее изобретение относится к съедобным вафлям, в частности к экструдированным вафлям, и к использованию этих вафлей в кондитерских изделиях. Уровень техники Основные виды съедобных вафель описаны K.F.Tiefenbacher в "Encyclopaedia of Food Science, Food Technology and Nutrition", p.417-420, Academic Press Ltd., London, 1993. Вафли могут выпекаться в виде плоских листов между обогреваемыми плитами в вафельной печи, как описано в GB 2221603, или могут выпекаться с приданием им формы вафельных стаканчиков или конусов для мороженого (GB 200432). Традиционно такие вафли изготовляются выпеканием взбитого жидкого теста для вафель, содержащего пшеничную муку, воду, некоторое количество жира и разрыхлитель для теста, например бикарбонат натрия. Съедобные вафли, композиция которых придает им пластичность в горячем состоянии, могут подвергаться формованию после выпечки, например, при производстве свернутых в виде конуса вафель из сахарсодержащего взбитого жидкого теста для вафель. Зерновые композиции могут также подвергаться экструзии в тонкие полоски с последующим формованием их, например, в виде конусов (ЕР 1323347 A1). Плоские вафельные листы используются в ряде популярных кондитерских изделий, таких как KIT KАТ. В типичных случаях плоские вафельные листы могут смазываться слоем жирного сливочного крема с последующей укладкой нескольких намазанных листов вместе с верхним покровным листом без крема в так называемый многослойный вафельный пласт ("вафельную книжку"). Многослойные вафельные пласты разрезаются на небольшие бисквиты, которые могут глазироваться шоколадом или формоваться вместе с шоколадом. Экструзионная варка композиций на зерновой основе традиционно применяется в пищевой промышленности. Ее применение для изготовления съедобных стаканчиков для пищевых продуктов описано в US 5962055, в производстве многослойных экструдатов, украшенных сложным рисунком в US 6251452 В1, в производстве кондитерского изделия с тонкой окрашенной прослойкой в US 6579555 В1, а также в производстве воздушных продуктов в форме пеллет в US 6586031 В1. Способ производства путем экструзионной варки закусочного продукта с текстурой, сходной с текстурой традиционной хрустящей тортильи, хрустящего картофеля или крекеров, раскрывается также в US 6054166. В US 2003/0091698 A1 описывается композиция теста из высокобелкового пищевого материала, которая может подвергаться экструзии с приданием определенной формы, а затем выпекаться для получения таких пищевых продуктов, как вафли и плоские хлебцы. Ломтики хлеба или тосты, изготовленные способом выпекания-экструзии-расширения (в объеме), описаны в US 4217083. Композиции теста для производства мучных закусочных продуктов раскрываются, например, в WO 99/51111 и WO 02/07538 А2. В DE 3128109 A1 также раскрывается способ производства путем экструзии однородных полосок из теста. Общие отличительные признаки процессов экструзии включают стадию приготовления поддающегося экструзии теста, которое может подвергаться варке в одно- или двухшнековом экструдере при высокой температуре, а затем экструдироваться через экструзионную головку. Экструзия через экструзионную головку может сопровождаться увеличением в объеме в зависимости от влагосодержания теста и давления в экструзионной головке. После этого продукт может разрезаться и/или подвергаться последующей обработке и охлаждению. Готовые продукты, изготовленные описанными выше процессами экструзии, в большинстве случаев имеют такой недостаток, как неоднородный состав полученного продукта на зерновой основе. Текстура этих продуктов также отличается от текстуры вафель, изготовленных выпеканием между обогреваемыми плитами в вафельных печах. Многие потребители предпочитают, чтобы вафли, используемые в кондитерских изделиях, имели текстуру, характерную для вафель, изготовленных выпеканием. Задачей изобретения является обеспечение экструдированного вафельного продукта с желательной текстурой, сходной с текстурой вафель, традиционно выпекаемых между обогреваемыми плитами в вафельных печах. Дополнительно задачей изобретения является обеспечение более широкого спектра текстуры, толщины и рецептур, чем тот, который может быть достигнут традиционными способами выпекания вафель. Раскрытие изобретения Соответственно указанная задача решается с помощью самостоятельных пунктов формулы изобретения. Зависимые пункты развивают далее основную идею изобретения. Таким образом, изобретение обеспечивает в первом аспекте экструдированные увеличенные в объеме съедобные вафли, характеризующиеся тем, что они имеют "хрусткость", характеризующуюся числом перепадов усилия в общем усилии, прикладываемом к вафле датчиком для проведения теста на разрушение, на мм расстояния, покрываемого указанным датчиком, которое составляет менее 2,5 в измерениях при влагосодержании 4% и которое учитывает перепады усилия, величина которых превышает или равна 0,8 Н. В следующем аспекте обеспечивается экструдированный увеличенный в объеме съедобный вафельный продукт, полученный путем: (а) экструзии смеси на зерновой или крахмальной основе через кольцевую экструзионную головку (матрицу) с получением объемного неплоского экструдата, (б) распрямления экструдата в плоский лист, (в) растягивания непрерывного экструдированного объемного листа на зерновой основе и (г) последующего разрезания листа на ряд плоских вафельных продуктов требуемого размера. Заключительный аспект изобретения относится к применению вафли или вафельного продукта в кондитерских изделиях. Краткое описание фигур Настоящее изобретение описывается ниже со ссылкой на некоторые из вариантов его воплощения, представленных на фигурах, из которых: - Фиг.1a-1d показывают поперечное сечение вафли по изобретению и вафли, изготовленной выпеканием, под конфокальным лазерным микроскопом в 2 различных направлениях. - Фиг.2 представляет собой график зависимости интенсивности от угла 2 тэта вафель по изобретению в сравнении с традиционными вафлями, изготовленными выпеканием, и с экструдированными продуктами предшествующего уровня техники, построенный по результатам определения методом рассеяния рентгеновских лучей в многоугловых измерениях. Измерение служит показателем наличия крахмально-липидных комплексов. - Фиг.3 показывает 2 направления, в которых проводилось тестирование прочности на изгиб и напряжения при изгибе вафли по изобретению. - Фиг.4 показывает кривую зависимости усилия от расстояния, построенную по результатам измерения изгиба. - Фиг.5 показывает прочность при изгибе (в Н·мм -1) в направлении экструзии и в направлении, перпендикулярном к направлению экструзии, для ряда продуктов, включая продукт по изобретению. - Фиг.6 показывает максимальное напряжение при изгибе (в Н) в направлении экструзии и в направлении, перпендикулярном к направлению экструзии, для ряда продуктов, включая продукт по изобретению. - Фиг.7 представляет собой график, показывающий типичное изменение усилия в ходе теста на разрушение. Указанный тест подробно описан ниже. - Фиг.8 показывает результаты проведенных в ходе теста на разрушение измерений перепадов усилия/мм для ряда продуктов, включая продукт по изобретению. Результаты измерений перепадов усилия, превышающих или равных 0,8 Н ("d. 8"), считаются репрезентативными для "хрусткости". - Фиг.9 показывает часть производственной линии (экструдер, кольцевую экструзионную головку, устройство для распрямления трубчатой структуры в лист, дефлектор, растягивающее устройство, вытягивающее/ламинирующее устройство), которая может использоваться для производства продукта по изобретению. - Фиг.10 показывает линию производства вафель, которая может использоваться для производства продукта по изобретению. Осуществление изобретения В настоящем изобретении под термином "вафля" следует понимать пищевой продукт на зерновой или крахмальной основе, имеющий пористую структуру, нежную хрустящую текстуру и толщину, обычно составляющую от 0,5 до 4 мм, хотя толщина вафель по настоящему изобретению может доходить до 10 мм или более. В поперечном сечении матрица вафли имеет сильно выраженную воздушную структуру, главным образом, из клейстеризованного крахмала. Ингредиенты вафель по изобретению в типичных случаях включают муку, разрыхлители теста и воду. Они могут включать также жир, сахара, ароматизаторы, кусочки пищевого материала и др. Предпочтительно вафли по изобретению изготавливаются с использованием от 85% до 90% муки в пересчете на массу сухих ингредиентов и имеют остаточное влагосодержание от 1% до 6,5%. Вафли по настоящему изобретению отличаются от традиционных выпекаемых вафель тем, что они являются экструдированными, расширенными в объеме продуктами. Они также отличаются от известных экструдированных, расширенных в объеме продуктов своими хрустящими свойствами. Фактически вафли по изобретению отличаются тем, что они являются менее хрустящими, чем известные экструдированные, расширенные в объеме продукты на зерновой или крахмальной основе, и по хрусткости сходны с вафлями, выпекаемыми традиционным путем между плитами вафельной печи. Хрусткость - это показатель, который относится к количеству механических разломов, происходящих при прикладывании определенного усилия, и к величине усилия, вызывающего разлом. Методы количественной оценки хрусткости известны из уровня техники, преимущественно из Mitchell, J.R. et al. в "Journal of the Science of Food and Agriculture", 80, 1679-1685, 2000. Таким образом, хрусткость может количественно оцениваться рядом параметров. Путем проведения теста на разрушение (описанного в примере 2) можно измерить усилие, требуемое для разлома вафли. Для этого теста используется датчик в форме цилиндра диаметром 4 мм с плоским торцом для проникания (пенетрапии) в вафлю. В результате прикладывания усилия к вафле указанным датчиком микроразломы в ней происходят до тех пор, пока вафля не сможет далее разрушаться. Эти разломы относятся и к восприятию хрусткости вафель в процессе их поедания. Из фиг.7, показывающей типичную диаграмму усилий в ходе теста на разрушение, можно видеть, что в каждый момент времени, когда происходит микроразлом, наблюдается перепад усилия, приложенного к вафле (указан стрелками на фиг.7). Число перепадов усилия/мм и величина перепадов усилия являются показателями хрустящести вафли. Установлено, что только те перепады усилия, величина которых превышает или равна 0,8 Н, являются релевантными при оценке хрусткости, поскольку они показывают хорошую корреляцию с сенсорным восприятием хрусткости, особенно со звуком, ассоциируемым с хрустом. Таким образом, путем выбора только тех перепадов усилия, величина которых превышает или равна 0,8 Н, можно установить число перепадов усилия/мм расстояния, покрываемого датчиком для проведения теста на разрушение. Это проиллюстрировано на фиг.8, на которой представлены результаты сравнительной оценки нескольких продуктов, включая продукт по изобретению. Как можно видеть из фиг.8, продукт по изобретению показывает наименьшее число перепадов усилия/мм. Это является показателем слабо выраженной хрусткости. Поскольку указанный показатель зависит от влагосодержания тестируемой вафли, до начала измерений и проведения сравнительной оценки с другими продуктами проводилась стандартизация влагосодержания на уровне 4%. Таким образом, вафли по настоящему изобретению обладают хрусткостью, характеризующейся числом перепадов усилия/мм, составляющим менее 2,5, предпочтительно - от 1,5 до 2, в измерениях при влагосодержании 4%, в котором перепады усилия имеют величину выше или равную 0,8 Н. Слабо выраженная хрусткость вафель по настоящему изобретению относится также к их механической твердости. Под "механической твердостью" понимается среднее усилие пенетрапии, которое требуется приложить к вафле, чтобы разрушить ее. Этот параметр относится к хрусткости продукта и также может определяться в ходе теста на разрушение. Он представлен на фиг.7 как Таким образом, вафли по изобретению отличаются относительно высокой механической твердостью, превышающей 8 Н и предпочтительно составляющей от 10 до 12 Н. В ходе теста на разрушение можно также определить количество работы, которое необходимо затратить, чтобы вызвать микроразлом в вафле, и, тем самым, количественно оценить впоследствии хрусткость указанной вафли. Этот параметр (обозначаемый также как "Wс"), выраженный в Н·мм, рассчитывается путем деления среднего усилия пенетрации (т.е. механической твердости) на число перепадов усилия/мм. Поэтому он напрямую коррелирует с количеством работы, необходимой для разрушения вафли. Установлено, что количество работы, требуемое для разлома вафли по изобретению, является максимальным по сравнению с традиционно выпекаемыми вафлями или известными экструдированными продуктами. Таким образом, вафля по изобретению отличается далее тем, что "Wс" указанной вафли превышает 3 Н·мм и предпочтительно составляет от 4 до 8 Н·мм, более предпочтительно - от 5 до 7 Н·мм. Таким образом, вафли по настоящему изобретению проявляют механическую хрусткость, необычную для экструдированных продуктов предшествующего уровня техники. Более слабая хрусткость экструдированных вафель по настоящему изобретению в сравнении с известными экструдированными продуктами более тесно сочетается с сенсорными показателями вафель, традиционно выпекаемых в вафельной печи. Экструдированные вафли можно распознать по их поперечному сечению, которое отличается от поперечного сечения традиционно выпекаемых вафель. Изображение под микроскопом поперечного сечения экструдированной вафли по настоящему изобретению можно видеть на фиг.1b в сравнении с традиционно выпекаемой вафлей, показанной на фиг.1а. Из фиг.1а и 1b можно видеть, что выпекаемые вафли имеют близко расположенную к поверхности область, в которой нет крупных вкраплений газа. Это область контакта с горячими плитами вафельной печи. В противоположность этому, вафли по изобретению содержат крупные вкрапления газа вблизи поверхности. Следующим отличительным признаком экструдированных вафель по настоящему изобретению является анизотропия. Воздушные вкрапления в экструдированных вафлях имеют удлиненную форму в направлении экструзии. Фиг.1d показывает поперечное сечение в плоскости, параллельной направлению экструзии, в то время как на фиг.1b поперечное сечение показано в плоскости, перпендикулярной к направлению экструзии. Эти изображения поперечного сечения сильно отличаются друг от друга. В случае вафель, изготовленных выпеканием, фиг.1с показывает поперечное сечение, перпендикулярное к поперечному сечению фиг.1а, но изображения обоих поперечных сечений таких вафель, по существу, одинаковы. Другой визуальной характеристикой экструдированных вафель является слоистость, которую можно часто видеть на их поверхности в направлении экструзии. Другим проявлением анизотропии в экструдированных вафлях является то, что они показывают различные механические свойства в разных направлениях в плоскости вафли. Например, при проведении анализа текстуры и, в частности, измерений изгиба вафли показывают прочность на изгиб в направлении, перпендикулярном к направлению экструзии, которая в два или более раз превышает прочность на изгиб в направлении экструзии (ср. фиг.4 и 5). Прочность на изгиб служит мерой усилия (Н), прикладываемого к вафле для прогиба ее на некоторое расстояние (мм) до полного разрушения. Эти измерения описаны ниже в примере 3. В типичных случаях вафли по изобретению показывают прочность на изгиб менее 1 Н/мм в направлении экструзии, в то время как их прочность на изгиб в направлении, перпендикулярном к направлению экструзии, составляет от 1 до 5 Н/мм. Равным образом, со ссылкой на фиг.6 прочность на изгиб может оцениваться в рамках максимального усилия (Н), которое может быть приложено к вафле, прежде чем она разрушится. Максимальная прочность на изгиб вафель по изобретению в направлении, перпендикулярном к направлению экструзии, в два или более раз превышает их прочность на изгиб в направлении экструзии. В типичных случаях максимальная прочность на изгиб вафель по изобретению в направлении экструзии составляет менее 5 Н, предпочтительно - от 1 Н до 3 Н, в то время как в направлении, перпендикулярном к направлению экструзии, она составляет более 4 Н, предпочтительно - от 5 Н до 8 Н. Вафли по изобретению содержат клейстеризованный крахмал. Предпочтительно весь крахмал, присутствующий в вафлях: имеет клейстеризованную форму, на что указывает отсутствие характерных для кристаллов пиков на рентгенологической картине (фиг.2). Рентгенологический анализ вафель по изобретению показывает также присутствие крахмально-липидных комплексов с пиком при величине угла 2 Фактическая плотность вафель по изобретению составляет от 0,1 г/см3 до 0,5 г/см3, предпочтительно - от 0,2 до 0,4 г/см3. Относительная плотность вафель по изобретению предпочтительно составляет выше 0,35. Вследствие этого, пористость вафель по изобретению предпочтительно составляет менее 65%, т.е. более низкая, чем у традиционных вафель. В типичных случаях вафли по изобретению имеют толщину от 0,5 до 10 мм, предпочтительно - от 1 до 5 мм, более предпочтительно - от 1,5 до 3 мм. Резюмируя вышесказанное, можно сделать вывод, что уникальная комбинация описанных выше отличительных признаков вафель по изобретению может составить требуемую альтернативу известным продуктам в плане текстуры, вкуса, послевкусия и др. Вафли по изобретению действительно обладают уникальной пористой хрустящей легкой текстурой, быстро растворяющейся во рту, и особенно пригодны для использования в кондитерских изделиях. Если говорить более конкретно, то вафли по изобретению показывают многие из желательных показателей текстуры выпекаемых вафель и в то же время дают то преимущество, что могут изготавливаться путем экструзии. Экструзия имеет ряд преимуществ перед выпечкой вафель между плитами вафельной печи, в том числе пониженное потребление энергии, возможность быстрого переключения с одного формата продукта на другой, сокращение производственных отходов, гибкость способа в плане разнообразия форм получаемых продуктов и возможность осуществления способа в непрерывном режиме с получением непрерывных, а не отдельных, вафельных листов. Например, применение вафель по настоящему изобретению может включать потребление их как готовых к употреблению продуктов или использование в качестве основы пищевого продукта, изготавливаемого путем переслойки вафель с кремовой прослойкой и/или с покрытием, например, из жировой, сахарной и/или шоколадной глазури и др. Они могут использоваться в производстве конусов для мороженого, печенья, шоколадных батончиков, кондитерских изделий, сладких блюд, кормов для домашних животных и др. Предпочтительной сферой их использования является производство кондитерских вафельных батончиков. Согласно изобретению вафли изготавливаются путем: (а) экструзии смеси на зерновой или крахмальной основе через кольцевую экструзионную головку (матрицу) с получением объемного неплоского экструдата, (б) необязательно распрямления экструдата в плоский лист, (в) растягивания непрерывного экструдированного объемного листа на зерновой основе и (г) последующего разрезания листа на ряд плоских вафельных продуктов требуемого размера. Это может осуществляться на линии производства вафель, описанной ниже. Полученный таким путем вафельный продукт может подвергаться последующей обработке, т.е. покрываться глазурью, разрезаться, использоваться в производстве многослойных вафельных пластов ("вафельных книжек") и т.п. Подробности способа, каким могут изготавливаться вафли по изобретению, описываются ниже со ссылкой на фиг.9 и 10. Например, способ производства вафель по изобретению может состоять из первой стадии приготовления смеси ингредиентов. Смесь ингредиентов может быть сухой или влажной. Предпочтительно смесь ингредиентов имеет зерновую или крахмальную основу. Смесь ингредиентов в типичных случаях содержит от 50% до 99% муки зерновых, от 0 до 50% сахара, от 0,05% до 1,8% соли, от 0 до 6% масла или жира и от 0 до 25% добавленной воды. Мука зерновых может быть пшеничной, кукурузной, ячменной, овсяной, рисовой, гороховой мукой или их комбинацией, например. Сахар может выбираться из сахарозы, инвертного сахара, фруктозного сиропа, глюкозного сиропа с различным DE (декстрозный эквивалент), мальтодекстринов с различным DE и др. и их комбинаций. Смесь может также включать другие потенциальные ингредиенты, такие как, например, молоко, сухое молоко, фруктовые порошки, муку из цельного зерна, какао-порошок, солодовый экстракт, отруби в виде мучки и/или крупки, ароматизаторы и/или красители, разрыхлители теста (обычно в количестве от 0 до 1%), улучшители муки, такие как ферменты (обычно в количестве от 0 до 0,02%) и др. Помимо этого композиция смеси ингредиентов может также содержать кусочки пищевого материала. Примерами таких включений являются частицы орехов, ореховой пасты, миндаля, сахара, шоколада, хрустящего материала, воздушного материала, наряду с другими. Она может включать также оболочки семян, которые могут встречаться, например, в обычной муке. Таким образом, настоящее изобретение обеспечивает широкий спектр рецептур смеси ингредиентов. Так, смесь может приготавливаться путем начального смешивания порошкообразных компонентов с получением сухой смеси. Сухая смесь может подаваться в экструдер для экструзионной варки или может предварительно смешиваться перед подачей в экструдер с жидкими или текучими компонентами. После поступления в экструдер смесь ингредиентов может перемешиваться в первой смесительной секции традиционного экструдера для пищевой промышленности, главным образом, экструдера с двойными шнеками, например. В экструдер может впрыскиваться вода (и/или подаваться пар) и/или сахарный раствор, и/или жировой раствор. Это предпочтительно осуществляется при низкой скорости подачи. Влажность в экструдере в типичных случаях составляет от 10% до 25%. Влагосодержание смеси на данной стадии обычно не превышает 15%, в типичных случаях оно составляет от 5% до 15%. Затем смесь ингредиентов подвергается варке в экструдере. Экструдеры для экструзионной варки представляют собой машины непрерывного действия, укомплектованные устройствами для проведения нескольких технологических операций (транспортирование, перемешивание, плавление/тепловая обработка, увеличение в объеме, формование) (фиг.9 - поз.1). Таким образом, смесь ингредиентов подается и подвергается варке в экструдере с двойными шнеками или в одношнековом экструдере со специфической конфигурацией шнека и нагревательными элементами, которые регулируются таким образом, чтобы гарантировался определенный температурный профиль. Варка смеси может проводиться при температуре от 80°С до 180°С, предпочтительно - от 130°С до 170°С, под давлением от 8 до 15 МПа в течение от 5 до 80 сек в последовательных секциях экструдера, в которых смесь нагревается, подвергается компрессии и воздействию усилия сдвига таким образом, чтобы сформировалась термопластичная масса. Среднее время пребывания в экструдере составляет около 40 сек. При указанных режимах материал плавится под комбинированным воздействием сил механического трения между элементами шнека(ов) и тепловой энергии, пропускаемой через корзину экструдера. Затем полученный расплав транспортируется к головке экструдера, в которой он подвергается воздействию давления. Термопластичная масса может экструдироваться путем проталкивания ее шнеком или двойными шнеками экструдера через отверстия экструзионной головки, размещающейся на конце экструдера (ср. фиг.9 - поз.2). Поскольку экструзионная головка образует концевое сужение на выходе экструдера, ее геометрия может целенаправленно подбираться для придания продукту определенной формы. Экструзия может осуществляться путем проталкивания, например, через кольцевую экструзионную головку или другую плоскую или неплоскую матрицу. Изогнутые (неплоские) экструзионные головки дают преимущество в том плане, что они обеспечивают равномерное распределение продуктового потока. Таким образом, подвергнутая варке смесь может экструдироваться через кольцевую экструзионную головку с образованием неплоской структуры. Неплоская структура обычно является трубчатой или эллиптической. Помимо этого при экструзионной варке смеси на зерновой или крахмальной основе в ходе продвижения влагосодержащего экструдата в условиях поддерживаемого в начале процесса высокого давления и высокой температуры к экструзионной головке вода испаряется, что вызывает быстрое увеличение экструдата в объеме с образованием вспененной структуры. Традиционно экструдированный продукт сразу же расширяется или "взрывается" за счет мгновенной конверсии сжатого водяного пара в пар, когда продукт проходит через экструзионную головку и выходит в окружающую среду (процесс мгновенного испарения влаги). Применение кольцевой экструзионной головки обеспечивает осуществление процесса расширения в целом вблизи нее. Именно таким путем формируется увеличенная в объеме экструдированная неплоская структура. Далее, применение кольцевой экструзионной головки позволяет получить экструдат большей окружности и, следовательно, большей ширины впоследствии по сравнению с традиционными способами экструзии пищевых продуктов на зерновой основе. Этому может способствовать наличие пластиковой конической части на выходе экструзионной головки, которая обеспечивает начальное радиальное растягивание и заставляет продукт расширяться преимущественно в радиальных направлениях кнаружи. Возможность производства экструдатов таких размеров дает то преимущество, что производственная линия имеет более высокую производительность по экструдированному материалу на зерновой или крахмальной основе и пригодна для эффективного изготовления плоских вафель, которые могут использоваться в процессах слоения для производства, например, многослойных вафельных пластов ("вафельных книжек"). Экструзионная головка может быть укомплектована механической системой из 4 винтов, которая обеспечивает центрирование параллельных плоскостей, называемых формующими губами экструзионной головки, в процессе экструзии. За счет возвратно-поступательного движения внутренней формующей губы экструзионной головки, регулируемого с помощью резьбовой муфты, может изменяться также и толщина продукта в ходе экструзии. Следующей стадией способа производства вафель по настоящему изобретению является необязательное распрямление неплоской структуры (если таковая получена) в большой экструдированный лист. Под "большим" имеется в виду, что указанный экструдированный лист может использоваться для производства большого количества вафель. Так, указанный большой лист может разрезаться в длину, т.е. по направлению выхода экструдированного листа, и/или по ширине, т.е. в направлении, перпендикулярном к направлению выхода экструдированного листа. В типичных случаях большой экструдированный лист может иметь, например, ширину, по меньшей мере, 8 см; предпочтительно, по меньшей мере, 15 см; более предпочтительно, по меньшей мере, 20 см; наиболее предпочтительно, свыше 25 см. Указанное распрямление экструдата в лист экструдированного материала в типичных случаях достигается за счет использования: - однометрового вала (фиг.9 - поз.3), закрепленного на экструзионной головке и управляющего движением конической части, которая может быть смонтирована справа от выхода экструзионной головки. Указанная пластиковая коническая часть используется для поддержания продукта на выходе из экструзионной головки и обеспечивает начальное радиальное растягивание продукта, заставляя его расширяться преимущественно в радиальных направлениях кнаружи. С помощью специально предусмотренного небольшого ножа и/или дискового режущего приспособления, прочно закрепленного на выходе экструзионной головки, выходящий продукт разделяется или разрезается; - второго пластикового дефлектора (фиг.9 - поз.4) определенной конфигурации, прочно закрепленного на валу на расстоянии 500 мм от экструзионной головки и предназначенного для преобразования продукта из неплоской структуры в плоскую полосу. Указанный дефлектор помогает также ограничить повторяющиеся время от времени геометрические проблемы, возникающие при переходе с продукта круглого поперечного сечения на продукт линейного поперечного сечения. Примером такой геометрической проблемы может быть покоробленная или неоднородная текстура поперечного сечения полосы продукта; - разница высот между экструзионной головкой и растягивающим/вытягивающим устройством также важна в плане предупреждения вышеупомянутых геометрических проблем. Установлена оптимальная высота примерно в 150 мм в направлении отверстия от центральной оси экструзионной головки и растягивающего/вытягивающего устройства. При правильной разнице высот степень неравномерного растягивания в поперечном направлении полосы продукта не превышает 2%. Таким образом, распрямление неплоской структуры приводит к получению широкой полосы продукта. Ширина полосы обычно составляет, по меньшей мере, 8 см. В типичных случаях она может быть, по меньшей мере, 15 см; предпочтительно, по меньшей мере, 20 см; более предпочтительно, свыше 25 см. Как только продукт приобретет форму широкой плоской полосы, он может подвергаться продольному растягиванию/вытягиванию. Растягивающее устройство (фиг.9 - поз.5) обеспечивает продольное растягивание продукта под воздействием растягивающего усилия примерно от 0,1 до 80 Н, в типичных случаях растягивающее/вытягивающее усилие составляет от 30 до 50 Н. Этот процесс проводится сразу после экструзии, пока продукт находится еще в термопластичном состоянии. В типичных случаях растягивание/вытягивание выполняется с помощью от 2 до 5 комплектов последовательно размещенных валков с гладкой поверхностью. Скорость растягивающих/вытягивающих устройств может варьировать от 10 м/мин до 50 м/мин. Необязательно термопластичный вафельный лист может подвергаться формованию или прессованию с приданием ему, например, полой формы, или может украшаться гравированным рисунком. После растягивания/вытягивания экструдированного листа проводится регулирование его толщины до достижения ею требуемого значения. В типичных случаях это достигается с помощью стадии слоения. Под слоением имеется в виду процесс уменьшения толщины вафель до образования тонкого слоя, например, путем пропускания между вальцами. Полученные вафли могут быть, в основном, плоскими. В этом случае вытягивающее и ламинирующее устройство (фиг.9 - поз.6) используется для перемещения продукта из экструзионной головки на линию. Оно прикладывает к продукту некоторое продольное растягивающее усилие и уменьшает его толщину посредством операции слоения. Ламинирующее и вытягивающее устройство представляет собой комплект вальцов, приводимых в работу электродвигателями с точно регулируемой скоростью. Температура вальцов регулируется с помощью системы циркуляции воды в них во избежание прилипания продукта. Необязательно экструдированный лист может подвергаться второй стадии растягивания/вытягивания. Цель этой стадии заключается в облегчении регулирования толщины листа. Малая толщина (в типичных случаях от 2 до 2,5 мм) листа особенно важна при производстве тонких вафель, а также для предупреждения покоробленности листа. Она позволяет и далее уменьшать толщину листа в строго контролируемом режиме. После растягивания/вытягивания продукт обычно подвергается сушке с использованием инфракрасного (ИК) нагревателя или сушке горячим воздухом. В типичных случаях продукт помещается на сетчатый (с определенным меш) ленточный транспортер, который проходит через ИК сушильную установку, что обеспечивает воздействие на продукт ИК-излучения сверху и снизу. Стадия сушки в типичных случаях снижает влагосодержание продукта примерно с 15% до 1% - 6,5%. Предпочтительно вафли высушиваются до конечного остаточного содержания влаги от 1% до 4%, более предпочтительно от 2% до 4%. Может проводиться и кондиционирование продукта по влажности, хотя в этом нет необходимости. Второе ламинирующее устройство может необязательно использоваться для регулирования толщины продукта на выходе из сушильной установки, пока он находится еще в термопластичном состоянии, и для обеспечения постоянства растягивания продукта в продольном направлении в процессе сушки. В этом втором ламинирующем устройстве температура вальцов регулируется путем циркуляции воды в них во избежание прилипания продукта. Ламинирующие устройства занимают важное место в регулировании толщины экструдированного листа. Толщина является важным параметром, который влияет не только на внешний вид готового вафельного продукта, но и на его плотность. Толщина листа после слоения и перед разрезкой предпочтительно составляет от 0,5 до 10 мм, более предпочтительно - от 1 до 5 мм, наиболее предпочтительно - от 1,5 до 3 мм. В заключение растянутый/вытянутый экструдированный лист разделяется на множество вафель требуемого размера. В типичных случаях стадия разделения осуществляется с помощью режущего приспособления гильотинного типа. Во избежание блокировки и для достижения хорошего качества разрезки режущее приспособление предпочтительно совершает круговое движение с переменной скоростью. Размеры могут варьировать в широких пределах в зависимости от предполагаемого применения вафель. Но в любом случае большой лист может использоваться для производства вафель самого разного размера для различных целей применения. Полученные таким способом вафли могут далее охлаждаться в охлаждающем устройстве арочного типа. Большой экструдированный лист, полученный описанным здесь способом, может также необязательно украшаться рельефным рисунком техникой, известной квалифицированному в данной области техники специалисту, или может сохраняться плоским в зависимости от его назначения. Описанный выше способ может осуществляться на линии производства вафель такой, какая показана на фиг.10. Так, в соответствии с фиг.10, линия производства вафель может включать (слева направо) экструдер (фиг.10В), который может быть оборудован кольцевой экструзионной головкой (фиг.10С). Экструдер может быть одношнековым или двухшнековым. Экструдированный продукт имеет неплоскую форму на выходе кольцевой экструзионной головки. Поэтому для формования экструдата в экструдированный плоский лист предусмотрен дефлектор, который размещается справа от экструдера. Растягивающее/вытягивающее устройство для растягивания/вытягивания продукта, экструдированного в указанном экструдере, размещается на выходе экструзионной головки (после дефлектора), а сразу за ним размещается ламинирующее устройство. Эти устройства обеспечивают равномерное растягивание экструдата и получение, тем самым, готового продукта с улучшенными характеристиками текстуры. Сушильная установка для сушки экструдированного продукта размещается справа от ламинирующего устройства. Сушильная установка может представлять собой инфракрасную сушильную установку или установку для сушки горячим воздухом и обеспечивает требуемое влагосодержание продукта, составляющее предпочтительно от 1% до 6,5%, более предпочтительно - от 1% до 4%, наиболее предпочтительно - от 3% до 4%. Необязательно между ламинирующим устройством и сушильной установкой может размещаться второе растягивающее устройство. Необязательное ламинирующее устройство для слоения сухого экструдированного продукта также может быть предусмотрено в линии, как показано на фиг.10. Линия производства вафель может включать ленточный транспортер (показанный на фиг.10 между поз.F и G) после второго ламинирующего устройства. Он предусматривается для обеспечения определенного времени охлаждения продукта с тем, чтобы сделать его менее термопластичным для последующей операции разделения (разрезки). Разделительное устройство для разделения экструдированного продукта на куски требуемого размера завершает линию производства вафель. Разделительное устройство (фиг.10G) может представлять собой режущее устройство любого типа, например резальный механизм гильотинного типа. За ним может следовать охлаждающее устройство, такое как охладитель арочного типа, которое может размещаться, например, после разделительного/режущего устройства. Продукт по изобретению, изготовленный вышеописанным способом, обладает многими преимуществами. Применение кольцевой экструзионной головки в комбинации с растягивающим/вытягивающим устройством сообщает получаемым продуктам преимущества, которых ранее невозможно было достигнуть с помощью процесса экструзии. Равномерное распределение продуктовой массы, обеспечиваемое наличием кольцевой экструзионной головки, по всему экструдированному листу приводит к ее равномерному распределению и в экструдированном продукте. Помимо этого текстура готового продукта заметно улучшается в результате равномерного растягивания материала с гладкой поверхностью. Сведение к минимуму покоробленности материала улучшает также технологичность (т.е. пригодность к обработке) экструдированного продукта. Обычно плоские вафли, выпекаемые традиционным способом в вафельной печи, с трудом снимаются с плит, если выпечка их не доводится до низкого влагосодержания - ниже 1,5% в типичных случаях. Поэтому вафли, особенно вафли, используемые для производства вафлесодержащих готовых формованных/глазированных продуктов, требуют проведения кондиционирования в помещении с атмосферой с контролируемой влажностью до тех пор, пока они не достигнут требуемого влагосодержания. Если этот процесс кондиционирования не проводить или проводить не надлежащим образом, то может происходить влагообмен между вафлями с нанесенным покрытием и окружающей средой, что может вызвать разбухание вафель и последующее растрескивание покрытия. При использовании способа, такого как описанный выше, можно напрямую изготовлять большие плоские вафельные листы при более высоком влагосодержании, чем это возможно в случае традиционно выпекаемых вафель. Это устраняет необходимость проведения стадии кондиционирования, которая является трудоемкой и требует дополнительной производственной площади и которая, в силу этого, повышает конечную стоимость продукта. Кроме того, в производстве традиционных вафель вафельные листы, имеющие строго определенный и неадаптируемый размер, разрезаются для получения продуктов требуемого размера. Если же возникает потребность в изменении размера изготовляемого продукта, то такое изменение лимитируется необходимостью максимально возможного использования цельного вафельного листа. Вафельный материал, остающийся после вырезания вафель требуемого размера из листа, должен направляться на повторную переработку, что снижает производительность и увеличивает стоимость. Переоснащение печи для выпечки вафель плитами различных размеров является дорогостоящим мероприятием. В случае вафель по изобретению проблема изменения, при необходимости, размера вафель решается очень легко и эффективно с точки зрения стоимости - путем замены экструзионной головки. Другим преимуществом вафель по настоящему изобретению является то, что они могут не содержать жира, что очень важно для потребителей, контролирующих потребление количества калорий. В производстве традиционных вафель взбитое жидкое вафельное тесто содержит некоторое количество жира для облегчения съема вафельного листа с плит для выпечки/форм. Вафли по изобретению подвергаются экструзии и поэтому не нуждаются в наличии жира, хотя при необходимости они могут содержать некоторое количество жира. Настоящее изобретение иллюстрируется нижеприведенными примерами, не ограничивающими его масштаб. Пример 1. Рецептура Типичный состав смеси ингредиентов изобретения приводится ниже в таблице. Сухая смесь %Пшеничная мука90 Соль 0,2Разрыхлители 0,3 Впрыскиваемые ингредиенты  Глюкозный сироп4 Жидкий жир 0,5Вода 5 Глюкозный сироп4 Жидкий жир 0,5Вода 5 Пример 2. Тест на разрушение Образец: вафля, по меньшей мере, 2 см2. Измерения проводились дважды на 10 образцах каждого вида продукта, и по результатам измерений рассчитывалось среднее значение. Прибор: пенетрометр TA-XTplus фирмы Stable Micro Systems Датчик пенетрапии: цилиндр диаметром 4 мм (Stable Micro Systems P/4). Настройки прибора Режим компрессии Скорость теста: 1 мм·с-1 Достигаемое натяжение: 90% Пусковое усилие: 0,5 Н Анализ Кривая зависимости усилие/расстояние (ср. фиг.7) выглядит зигзагообразной, поскольку перепад усилия отмечался всякий раз, как происходил разлом; эти разломы коррелировали с восприятием хрусткости при употреблении продукта. В конце теста был отмечен резкий рост усилия, обусловленный уплотнением образца. Путем макроанализа рассчитывалось среднее усилие для всего теста в целом. Затем для анализа выбиралась область кривой от первоначального контакта датчика с образцом до первоначального роста усилия против его среднего значения (это делалось с целью исключения из анализа области кривой, соответствующей уплотнению образца). После этого с помощью макроанализа рассчитывалось число перепадов усилия (т.е. негативные пики) сверх порогового значения 0,8 Н (пороговое значение выбиралось на основании высокой корреляции с сенсорным восприятием хрусткости). Число перепадов усилия в анализируемой области нормализовалось путем деления на расстояние, покрываемое в анализируемой области, с тем, чтобы получить число перепадов усилия на единицу расстояния. Были изготовлены и проанализированы 5 продуктов. Все продукты имели одинаковый конечный состав, за исключением колебаний конечного влагосодержания (см. табл.2), или оговоренного ниже. Продукт по изобретению с составом ингредиентов, приведенным в примере 1. Два других экструдированных продукта с таким же конечным составом, как в примере 1, но изготовленные известным способом предшествующего уровня техники для производства хрустящих хлебцев. Вафля, изготовленная выпеканием между плитами вафельной печи, с таким же конечным составом, как в примере 1. Вафля, изготовленная выпеканием между плитами вафельной печи, с таким же конечным составом, как в примере 1. Вафля, изготовленная выпеканием между плитами вафельной печи, с таким же конечным составом, как в примере 1, за исключением того, что жир в ее рецептуре не использовался. Съем этой вафли с плит вафельной печи был крайне затруднен. Табл.1 показывает данные, полученные для вафель в зависимости от способа их изготовления. Табл.2 показывает данные, свидетельствующие о повышении влагосодержания изготовленных выпеканием вафель по сравнению с экструдированными продуктами. Таблица 1 Данные для вафель в зависимости от способа их изготовления Влагосодержание (%)Перепадов усилия/мм (выше пороговой величины 0,8 Н) Экструдированная вафля 4,94,5 Экструдированная вафля 4,7 5,8Изготовленные выпеканием1,5 2,9 вафли с жиром Изготовленные выпеканием1,7 2,7 вафли без жира Вафля по изобретению4,0 1,7 Таблица 2 Данные, показывающие повышение влагосодержания вафель, изготовленных выпеканием, по сравнению с экструдированными продуктами Влагосодержание (%)Перепадов усилия/мм (выше пороговой величины 0,8 Н) Экструдированная вафля 4,94,5 Экструдированная вафля 4,7 5,8Изготовленные выпеканием4,0 1,9 вафли с жиром Изготовленные выпеканием4,3 1,6 вафли без жира Вафля по изобретению4,0 1,7 Из приведенных данных можно видеть, что вафли по изобретению показали низкое число перепадов усилия/мм, соответствующее слабо выраженной хрусткости изготовленных выпеканием вафель. Пример 3. Измерения изгиба (ср. фиг.4) 3-точечным методом Измерения проводились дважды на 10 образцах каждого вида продукта, и по результатам измерений рассчитывалось среднее значение. Образец: вафля с прямоугольным поперечным сечением шириной 8 см и длиной, по меньшей мере, 8 см Прибор: Stable Micro Systems TA-XTplus Приставка: устройство для 3-точечного измерения изгиба с промежутком между опорами 6 см от Stable Micro Systems Настройки прибора Режим компрессии Скорость теста: 1 мм·с-1 Достигаемое расстояние: 5 мм Пусковое усилие: 0,15 Н Анализ Кривая зависимости усилие/расстояние (представлена на фиг.4) показывает рост усилия до максимального значения, при котором происходило разрушение образца. С помощью макроанализа рассчитывались максимальное усилие, расстояние, при котором достигалось это максимальное усилие, и градиент кривой зависимости усилие/расстояние в области между 50% и 90% максимального усилия. Результаты этих измерений представлены на фиг.5 и 6 и показывают непохожую на других анизотропию вафель по изобретению. Формула изобретения1. Экструдированные, увеличенные в объеме, съедобные вафли, которые имеют хрусткость, характеризующуюся числом перепадов усилия в общем усилии, прикладываемом к вафле датчиком для проведения теста на разрушение, на мм расстояния, покрываемого указанным датчиком, которое составляет менее 2,5 в измерениях при влагосодержании 4% и которое учитывает те перепады усилия, величина которых превышает или равна 0,8 Н. 2. Вафли по п.1, в которых датчик для проведения теста на разрушение имеет форму цилиндра диаметром 4 мм с плоской торцевой поверхностью. 3. Вафли по п.1, в которых число перепадов усилия/мм составляет от 1,5 до 2. 4. Вафли по любому из пп.1-3, которые имеют максимальную прочность на изгиб в направлении, перпендикулярном к направлению экструзии, превышающую более чем в два раза максимальную прочность на изгиб в направлении экструзии. 5. Вафли по любому из пп.1-3, у которых их фактическая плотность составляет от 0,1 до 0,5 г/см 3. 6. Вафли по любому из пп.1-3, толщина которых составляет от 0,5 до 10 мм. 7. Пищевые, экструдированные, увеличенные в объеме вафли по любому из предшествующих пп.1-6, получаемые путем:(а) экструзии смеси на зерновой или крахмальной основе через экструзионную головку с образованием объемного неплоского экструдата,(в) растягивания непрерывного экструдированного и объемного листа на зерновой основе и (г) последующего разрезания листа на ряд плоских вафельных продуктов требуемого размера. 8. Вафли по п.7, которые после стадии (а) предусматривают при необходимости стадию (б) распрямления экструдата в плоский лист. 9. Вафли по п.7 или 8, которые подвергаются дальнейшей обработке. 10. Применение вафель по любому из предшествующих пп.1-9 в кондитерских изделиях. Популярные патенты: 2127511 Композиция пленочного полимерного материала для покрытия теплиц и оптический активатор для полимерного материала (варианты) ... активированный европием - 10-90 или оксисульфид иттрия, активированный европием, при следующем соотношении компонентов, мас.%: Один из указанных оптических активаторов - 10-50 Оксисульфид иттрия, активированный европием - 30-90 За счет введения сульфида кальция в состав активатора можно смещать максимум его излучения и обеспечивать наиболее полное попадание в область максимального поглощения хлорофилла. Составы обеспечивают послесвечение оптического активатора в течение 0,5 - 1 ч. Вместе с тем добавление в состав оптического активатора диспрозия и/или тербия в количестве 0,01-0,04 мас.% позволяет увеличить послесвечение до 1,5-2 ч, а добавление фосфат-ванадата иттрия, ... 2420949 Способ оценки потенциальной урожайности семянок сафлора красильного ... таблицы 1. Среднее количество бутонов на одной ветви 1-го порядка установлено расчетом на 10 ветвях в фазу «бутонизация». Бутоны на ветвях 2-го порядка, как правило, не дают полноценных семянок.Среднее количество полноценных бутонов на одной ветви показано в 3-й строке таблицы 1. Среднее количество семянок в одной корзинке и масса 1000 семянок установлены на основе сортоописания, поисковых опытов и уточнены по результатам полевых опытов 2006, 2007 и 2008 годов. Эти данные показаны в строках 4 и 5.Гидротермический коэффициент условий вегетации в прогнозируемом году от момента появления первых двух - трех листьев до фазы «бутонизация» установлен на основе ... 2463776 Система и способ для массовой валки деревьев ... для работы одновременно и как эффективные средства захвата, позволяющие проводить массовую валку, и как средства, способные обрезать сучья аналогично традиционным сучкорезным ножам.Изобретение включает систему и способ для оборудования харвестерной головки известной лесохозяйственной машины, такой как харвестер, таким образом, что при необходимости ее можно использовать для эффективного манипулирования более чем одним деревом одновременно или несколькими деревьями одно за другим, не выпуская деревья, уже набранные харвестерной головкой и удерживаемые в ней.Это достигнуто с использованием устройств, далее по тексту называемых оснасткой для массовой валки.Изобретение позволяет ... 2462016 Устройство для протравливания семян ... и распылитель ядохимикатов. Шнековый смеситель выполнен в виде ленточного двухзаходного шнека, установленного в ковше фронтального погрузчика. На выходной конец вала шнека, посаженного на радиально-упорные подшипники, расположенные в съемных корпусах, прикрепленных с возможностью монтажа-демонтажа к боковым стенкам ковша, установлена ведомая звездочка цепной передачи, приводимая в движение от гидромотора. Гидромотор прикреплен к кронштейну задней стенки ковша, на балке которой приварены проушины, в которых шарнирно установлены корпуса вилок и головки рычагов рычажно-шарнирного механизма привода крышки. Причем вилки снабжены пазами, куда с возможностью углового перемещения ... 2152151 Гербицидная водорастворимая гранулированная композиция ... собой водород, метил, этил или метоксиметил, либо Y и Z могут быть взяты вместе с образованием -СН=СН-СН=СН-. 7. Композиция по п.3, где второй гербицид представляет натриевую соль дикамба. 8. Композиция по п.6, где основание присутствует в соотношении около 1,1 - 1,8 мольных эквивалентов основания к мольным эквивалентам имидазолиноновых гербицидов. 9. Композиция по п.7, где имидазолиноновым гербицидом является 5-этил-2-(4-изопропил-4-метил-5-оксо-2-имидазолин-2-ил)никотиновая кислота. 10. Композиция по п.9, где основанием является карбонат ... |
Еще из этого раздела: 2270545 Посевной комбинированный агрегат 2083070 Способ предпосевной обработки семян и устройство для его осуществления 2414114 Зерноуборочный комбайн 2384052 Способ повышения эмбриональной жизнеспособности и естественной резистентности цыплят-бройлеров 2446659 Способ и устройство для органического возделывания зерновых культур 2500104 Способ приготовления препарата костной ткани и набор для его осуществления 2092004 Композиционный состав для обработки растений и их органов 2460269 Малогабаритный картофелеуборочный комбайн 2079266 Устройство для гранулирования кормов 2039429 Линия производства молочных продуктов |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
 fmean
fmean (fсреднее).
(fсреднее). около 18. Эти крахмально-липидные комплексы характерны только для экструдированных вафель, поскольку они не наблюдаются в традиционных выпекаемых вафлях с жиром или без жира в рецептуре.
около 18. Эти крахмально-липидные комплексы характерны только для экструдированных вафель, поскольку они не наблюдаются в традиционных выпекаемых вафлях с жиром или без жира в рецептуре.