Линия для изготовления изделий из тестаПатент на изобретение №: 2311781 Автор: Капустин Николай Игнатьевич (RU), Комякова Людмила Михайловна (RU), Капустин Виктор Николаевич (RU), Булгаков Константин Витальевич (RU), Филонова Алина Вячеславовна (RU) Патентообладатель: Федеральное государственное образовательное учреждение высшего профессионального образования "Алтайский государственный аграрный университет" (RU) Дата публикации: 10 Декабря, 2007 Начало действия патента: 13 Июня, 2006 Адрес для переписки: 656049, г.Барнаул, пр-кт Красноармейский, 98, Алтайский госагроуниверситет, сектор охраны интеллектуальной собственности Изображения  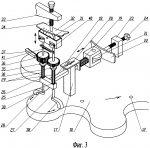 Изобретение относится к пищевой промышленности и может быть использовано для формовки мучных изделий с начинкой, например приготовления мясных и рыбных пельменей. Линия содержит бункеры для фарша 1 и теста 2, механизм подачи фарша и теста 3 и 4, роторный штамп 7 для формования изделий посредством передачи, соединенной с приводом 16. Также содержит два горизонтально расположенных в одной плоскости зубчатых диска, входящих в зацепление друг с другом и служащих в месте зацепления опорой для роторного штампа 7. Количество зубьев на каждом из дисков равно или кратно в большую сторону числу ячеек 13 роторного штампа 7, а форма поверхности и шаг соответствуют форме и шагу его образующей. Каждый из дисков снабжен механизмом доформовки изделий, выполненным в виде радиально установленных на стойках подпружиненных штанг 18 количеством, равным количеству зубъев диска и крепящихся на одном из концов штанг во втулках 25 и 26 вертикальных подпружиненных пар стержней 27 и 28 с взаимозацепляемыми шестернями 35 и 36, одна из которых выполнена большей длины и установлена с возможностью взаимодействия с неподвижной зубчатой рейкой 37, закрепленной на раме. На одних концах стержней закреплены лапки 38, а другие концы штанг и стержней выполнены с возможностью взаимодействия с соответствующими, расположенными перед ними неподвижными криволинейными пластинами 32, закрепленными на раме. Изобретение позволяет повысить качество выпускаемой продукции, т.е. доформовки до традиционных круглых форм за счет полного защипа и сворачивания концов выпускаемой продукции. 5 з.п. ф-лы, 3 ил. Изобретение относится к пищевой промышленности и может быть использовано для формовки мучных изделий с начинкой, например приготовления мясных и рыбных пельменей. Известна линия для изготовления изделий из теста, содержащая установленный на раме механизм образования тестовой трубки с начинкой (А.с. СССР №1486136, кл. А21С 11/02). Недостатком данной конструкции является невозможность изготовления на ней пельменей традиционной круглой формы. Известна линия для изготовления изделий из теста, содержащая установленные на раме механизм образования тестовой трубки с начинкой, замкнутый ленточный транспортер для перемещения изделий, роторный штамп, связанный с приводом (Патент РФ №2016515, кл. А21С 11/04, 9/06). Недостатком известного устройства является невозможность формовки продукции до требуемых параметров традиционной круглой формы в виду неориентированного выхода продукции с роторного штампа. Причем, если продукцию в жесткой оболочке в последующем возможно сориентировать и доформорвать, то в мягкой оболочке, как, например, пельмени, это сделать на известном устройстве невозможно. Задачей настоящего изобретения является повышение качества выпускаемой продукции, т.е. доформовки до традиционных круглых форм за счет полного сворачивания и защипа концов выпускаемой продукции до общепринятой формы. Настоящая задача решается тем, что линия для изготовления изделий из теста, содержащая бункеры для фарша и теста, механизмы подачи теста и фарша, роторный штамп для формования изделий, посредством передачи соединенный с приводом, дополнительно содержит два горизонтально расположенных в одной плоскости зубчатых диска, входящих в зацепление друг с другом и служащих в месте зацепления опорой для роторного штампа, количество зубьев на каждом из дисков равно или кратно в большую сторону числу ячеек роторного штампа, а их форма поверхности и шаг соответствуют форме и шагу его образующей, при этом каждый из дисков снабжен механизмом доформовки изделий, выполненным в виде радиально установленных на стойках подпружиненных штанг количеством, равным количеству зубьев диска и крепящихся на одном из концов штанг во втулках вертикальных подпружиненных пар стержней с взаимозацепляемыми шестернями, одна из которых выполнена большей длины и установлена с возможностью взаимодействия с неподвижной зубчатой рейкой, закрепленной на раме, при этом на одних концах стержней закреплены лапки, а другие концы штанг и стержней выполнены с возможностью взаимодействия с соответствующими, расположенными перед ними неподвижными криволинейными пластинами, закрепленными на раме. Криволинейные пластины снабжены элементами изменения радиуса их кривизны. Подпружиненные стержни снабжены механизмом возврата в исходное положение лапок, выполненным в виде пружины и упора. Передача барабана выполнена в виде колкового устройства с штифтами на роторном штампе и отверстиями на диске. Подпружиненные стержни и штанги снабжены элементами изменения жесткости пружин. Каждая штанга снабжена роликом, а каждая пара стержней - кареткой с роликом. Технический результат в представленном изобретении достигается за счет качественного изготовления продукции, например пельменей, традиционной круглой формы, какая достигается при ручной лепке. На фиг.1 показана общая схема линии по приготовлению изделий из теста. На фиг.2 показан вид сверху узла штамповки изделий. На фиг.3 узел закругления и защипки изделий. Устройство состоит из бункеров 1 и 2 для фарша и теста, установленных над механизмами их подачи 3 и 4 соответственно, причем последние на участке выхода сырья образуют смесительно-вытеснительную камеру в виде центрального отверстия 5 и кольцевой щели 6, закрепленных с зазором относительно вертикально расположенного роторного штампа 7, образующая штампующей поверхности 8 которого имеет криволинейную, близкую к синусоидальной форму и взаимодействует посредством штифтов 9 с взаимно зацепленными, имеющими возможность вращения, горизонтально расположенными зубчатыми дисками 10 и 11 с отверстиями 12, причем форма взаимозацепляемых поверхностей вышеназванных дисков и их шаг соответствуют форме и шагу образующей роторного штампа 7 (т.е. полупериоду синусоиды), а их количество на каждом из вышеназванных зубчатых дисков 10 и 11 равно или в большую сторону кратно количеству ячеек 13 на роторном штампе 7. Зубчатые диски 10 и 11 (фиг.2) в нижней части посредством ступиц, насаженных на осях 14, и передачи 15 соединены с приводом 16, а в верхней части на стойках 17 с возможностью радиального перемещения на штангах 18, снабженных с одной стороны пружинами 19, регулировочными элементами 20, роликами-копирами 21, причем последние имеют возможность взаимодействия с неподвижной криволинейной пластиной 22, укрепленной на неподвижной стойке 23, снабженной винтами 24 регулировки кривизны вышеуказанной пластины 22. С другой стороны штанги 18 имеются направляющие втулки 25 и 26, в которых с возможностью вертикального перемещения и вращения установлены стержни 27 и 28 с пружинами 29, гайками 30 и роликами-копирами 31, причем последние имеют возможность взаимодействия с неподвижной криволинейной пластиной 32, закрепленной на стойке 33, имеющей регулировочные винты 34. Стержни 27 и 28 снабжены взаимно зацепленными шестернями 35 и 36 с одинаковым количеством зубьев, причем последняя имеет большую длину и возможность зацепления с зубчатой рейкой 37, закрепленной также на стойке 33. На одном конце стержней 27 и 28 закреплены лапки 38 доформования изделий 39, а на другом стержни имеют штифты-фиксаторы 40 и пружины 41. Под дисками 10 и 11 в зоне доформирования пельменей установлен на раме 42 транспортер 43 с приводом 44, причем вышеуказанная рама 42 является основанием для крепления стоек 23 и 33 пластин 22 и 32. Работа устройства происходит следующим образом. При включении приводов 44 и 16 конвейера 43 и зубчатых дисков 10, 11 приходит в движение конвейер 43, а диски 10 и 11 на осях 14 вращаются встречно и синхронно. Синхронизация вращения дисков обеспечивается передачей 15. Форма взаимозацепляемых поверхностей вышеназванных зубчатых дисков 10 и 11 обеспечивает их плотное прилегание без зазора друг к другу, а в зоне их прилегания с ними контактирует роторный штамп 7, за счет чего происходит его вращение от дисков. Синхронизацию окружной скорости роторного штампа 7 и зубчатых дисков 10 и 11 (ликвидация проскальзывания) обеспечивают штифты 9 на штампующей поверхности 8 роторного штампа 7 и отверстия 12 на поверхности зубчатых дисков 10 и 11 (по принципу колковых передач). При включении механизмов 3 и 4 подачи фарша из бункера 1 и теста из бункера 2 соответственно фарш выталкивается в центральное отверстие 5, а тесто в кольцевую щель 6, причем тесто сформировано в виде трубы, заполненной внутри фаршем. Сформированная и наполненная фаршем тестотруба поступает над зубчатыми дисками 10 и 11 под роторный штамп 7. Штампующая поверхность 8 роторного штампа 7 давит на тестотрубу. В плоскости контакта роторного штампа 7 с зубчатыми дисками 10 и 11 происходит резка тестотрубы с одновременным соединением теста, фарш при этом подпрессовывается и отводится в тестовую полость, находящуюся в ячейках 13 роторного штампа 7. При этом продукт формируется в виде полукруга (традиционная форма вареника). Так как форма взаимозацепляемых поверхностей зубчатых дисков 10 и 11 и штампующей поверхности 8 роторного штампа 7 одинаковы, отштампованная и разделенная продукция непосредственно при штамповке оказывается расположенной на соответствующих выступах (зубьях) дисков 10 и 11 (поочередно), т.е. закругленной частью к периферии и прямой к центру. Противоположное вращение дисков обеспечивает разделение сформированных и сориентированных в виде полукруга продуктов. При вращении дисков установленные на стойках 17 штанги 18 в зоне прохождения роторного штампа 7 максимально смещены к центру дисков, так как неподвижная криволинейная пластина 22 в этой зоне также смещена к центру, а штанги 18 посредством пружин 19, опирающихся на стойки 17, через регулировочные элементы 20 прижимают ролик-копир 21 к криволинейной пластине 22. За счет этого траектория парных стержней 27 и 28 в горизонтальной плоскости копирует образующую криволинейной пластины 22. При совмещении траектории стержней 27 и 28 с ориентируемым изделием стержни 27 и 28, т.е. при нахождении последних над изделием, их ролики-копиры 31 взаимодействуют с криволинейной пластиной 32, закрепленной на стойке 33. При этом стержни 27 и 28 перемещаются в осевом направлении по направляющим 25 и 26 соответственно, приближаясь к зубчатым дискам 10, 11, и посредством гаек 30 сжимают пружины 29. При заданном прижатии лапок 38 к тесту на противоположных концах изделия (полумесяца) один из стержней, имеющий шестерню 36 большей длины и частью не входящей в зацепление с шестерней 35, входит в зацепление с неподвижной рейкой 37 (это может происходить как непосредственно, так и через блок шестерен). Шестерня 36 поворачивается на заданный угол, поворачивая входящую с ней в зацепление шестерню 35 в противоположную сторону, соответственно поворачиваются и стержни 27 и 28, преодолевая усилие пружин 41, до упора к фиксаторам 40. Лапки 38 стержней 27 и 28 поворачиваются вокруг соответствующих стержней, перемещая тесто с противоположных концов по окружности навстречу друг другу до контакта через тесто и соединение противоположных кромок со стороны прямой линии изделия (т.е. происходит защипывание теста). После соединения кромок стержни 27 и 28 перемещаются радиально к периферии за счет перемещения штанги 18 с одновременным подъемом по направляющим 25 и 26, отслеживая кривизну пластины 32 роликами 31. Продукт, освобожденный от лапок 38 и несколько смещенный с зубчатых дисков 10 или 11, под действием силы тяжести падает на конвейер 43 и выводится на упаковку. Пружины 41 поворачивают стержни 27 и 28 в исходное положение до упора фиксаторов 40. Штанги 18 также возвращаются в исходное положение, копируя роликами 21 кривизну пластины 22, вновь приближая вышеуказанные стержни 27 и 28 к центру дисков, обеспечивая тем самым их свободное прохождение в зоне роторного штампа 7. Регулирование необходимого подъема стержней 27 и 28 осуществляется изменением радиуса кривизны пластин 32 посредством винта 34, а регулирование смещения штанги 18 к центрам зубчатых дисков 10 и 11 осуществляется изменением радиуса кривизны пластины 22 посредством винтов 24. Формула изобретения1. Линия для изготовления изделий из теста, содержащая бункеры для фарша и теста, механизмы подачи теста и фарша, роторный штамп для формования изделий, посредством передачи соединенный с приводом, отличающаяся тем, что она дополнительно содержит два горизонтально расположенных в одной плоскости зубчатых диска, входящих в зацепление друг с другом и служащих в месте зацепления опорой для роторного штампа, количество зубьев на каждом из дисков равно или кратно в большую сторону числу ячеек роторного штампа, а их форма поверхности и шаг соответствует форме и шагу его образующей, при этом каждый из дисков снабжен механизмом доформовки изделий, выполненным в виде радиально установленных на стойках подпружиненных штанг, количеством, равным количеству зубьев диска и крепящихся на одном из концов штанг во втулках вертикальных подпружиненных пар стержней с взаимозацепляемыми шестернями, одна из которых выполнена большей длины и установлена с возможностью взаимодействия с неподвижной зубчатой рейкой, закрепленной на раме, при этом на одних из концов стержней закреплены лапки, а другие концы штанг и стержней выполнены с возможностью взаимодействия с соответствующими расположенными перед ними неподвижными криволинейными пластинами, закрепленными на раме. 2. Линия по п.1, отличающаяся тем, что криволинейные пластины снабжены элементами изменения радиуса их кривизны. 3. Линия по п.1, отличающаяся тем, что подпружиненные стержни снабжены механизмом возврата в исходное положение лапок, выполненным в виде пружины и упора. 4. Линия по п.1, отличающаяся тем, что передача роторного штампа выполнена в виде колкового устройства с штифтами на роторном штампе и отверстиями на диске. 5. Линия по п.1, отличающаяся тем, что подпружиненные стержни и штанги снабжены элементами изменения жесткости пружин. 6. Линия по п.1, отличающаяся тем, что каждая штанга снабжена роликом, а каждая пара стержней - кареткой с роликом. MM4A - Досрочное прекращение действия патента СССР или патента Российской Федерации на изобретение из-за неуплаты в установленный срок пошлины за поддержание патента в силе Дата прекращения действия патента: 14.06.2008 Извещение опубликовано: 20.03.2010 БИ: 08/2010 Популярные патенты: 2438304 Улей ... где на фигуре 1 представлен общий вид улья, на фигуре 2 - общий вид крышки-летка, на фигуре 3 - общий вид крыши.Улей содержит земляное гнездо 1 (фиг.1), в которое помещен корпус 2 с дном 3, ножками 4 и крышей 5 (фиг.1, 3). На корпусе 2 расположена съемная крышка-леток 6 (фиг.1, 2), имеющая отверстие 7 (фиг.2) для прилета и вылета пчел и прикрывающую отверстие 7 защитную рейку 8(фиг.1, 2). Ножки 4 (фиг.1) обеспечивают зазор между дном земляного гнезда 1 и дном корпуса 2. Между стенками земляного гнезда 1 и стенками корпуса 2 также имеется зазор. Расстояние между стенками земляного гнезда 1 и стенками корпуса 2, а также между дном земляного гнезда 1 и дном 3 корпуса 2 - 10-20 см. ... 2492650 Микроэмульсионная бактерицидная композиция ... 0,017. H2O 67,98. 1-пропанол 18Общая масса 100,01 Спорицидный тест Испытуемый раствор Время контакта (мин.)Чашечный подсчет (КОЕ)Среднее коли-чество выживших организмов (КОЕ)Порядок (выжив-шие организмы) Порядок (умень-шение) (+) контроль, разбавление 10^5Нет данных 61, 57, 545,73E+06 6,76Нет данных Пример 10 - тест 1 525, 27, 2024 1,385,38 Пример 10 - тест 2 530, 41, 4037 1,575,19 Пример 11 Пример 11 Масса (г) 1. ОФА0,2 2. Двунатриевая соль EDTA0,2 3. K2CO3 54. Merpol A 0,25. Алкилполигликозиды 56. Бензотриазол 0,017. H2O 69,48. 1-пропанол 20Общая масса 100,01 Спорицидный тест Испытуемый раствор Время контакта (мин.)Чашечный подсчет ... 2062564 Способ оценки устойчивости растений к засухе северного и южного типа на ранних этапах онтогенеза ... который преобладает). Эти проростки служат исходным материалом для дальнейшей работы. Их делят на две части. Одну часть проростков раскладывают в чашки Петри по 25 растений на фильтровальную бумагу, смоченную раствором полиэтиленгликоля или сорбита. Экспонируют при температуре 6oС, 10oС или 36oС в зависимости от заданной 24 часа, затем проростки отмывают в водопроводной воде, измеряют размеры корня, раскладывают в чашки Петри на фильтровальную бумагу, смоченную водопроводной водой и экспонируют при температуре 27oС 24 часа. После этого измеряют размер корня и рассчитывают скорость роста по формуле: Vоп=(Lоп Lо)/t где Vоп скорость роста корня через 24 часа при 27oС/мм/час ... 2164741 Устройство для заготовки древесины ... операция - валка - осуществляется спиливанием и повалом оставшейся части дерева с упором самой машины о землю, фиг. 15. При осуществлении заготовок древесины, предлагаемой машиной, рубок главного пользования, транспортные операции целесообразнее осуществлять форвадером. При рубках прореживания, осветления, умеренно-постепенных рубках и других, когда производится выборочная валка отдельных деревьев, встает вопрос транспортно-трелевочной операции с пасеки леса. В этих случаях машина способна осуществить трелевочные операции сортиментов даже в стесненных условиях леса. Транспортные операции осуществляются следующим образом. Машина подъезжает к лежащему сортименту сбоку, ближе к ... 2494588 Лемех плуга ... толщину, чем пластина несущей части и выполнена из материала, имеющего твердость HRC больше, чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала.2. Лемех плуга по п.1, отличающийся тем, что на несущей части лемеха выполнены отверстия для крепления долота. 3. Лемех плуга по п.1, отличающийся тем, что пластина режущей носовой части выполнена из стали твердостью 35-38 HRC. 4. Лемех плуга по п.1, отличающийся тем, что покрытие выполнено из износостойкого материала с твердостью 55-60 HRC.5. Лемех плуга по п.4, отличающийся тем, что покрытие из износостойкого материала, ... |
Еще из этого раздела: 2120753 Способ получения пестицидного водного суспензионного концентрата и пестицидный водный суспензионный концентрат 2189742 Способ обработки инкубационных яиц 2485755 Способ выращивания посадочного материала 2060618 Пневматический высевающий аппарат 2182420 Устройство для перерезания стволов деревьев 2067832 Способ борьбы с грибковыми инфекциями растений 2051575 Способ отделения дождевых червей от среды обитания и устройство для его осуществления 2048055 Устройство для отрезания и погрузки сенажа и силоса 2200377 Сельскохозяйственный агрегат 2269892 Способ выращивания цыплят-бройлеров |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
