Лемех плугаПатент на изобретение №: 2494588 Автор: Черноиванов Вячеслав Иванович (RU), Михальченков Александр Михайлович (RU), Горбачев Роман Владимирович (RU) Патентообладатель: Государственное научное учреждение Всероссийский научно-исследовательский технологический институт ремонта и эксплуатации машинно-тракторного парка Российской академии сельскохозяйственных наук (ГНУ ГОСНИТИ Россельхозакадемия) (RU) Дата публикации: 10 Октября, 2013 Начало действия патента: 24 Мая, 2012 Адрес для переписки: 109428, Москва, 1-й Институтский пр-д, 1, ГНУ ГОСНИТИ Изображения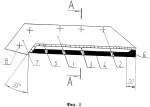 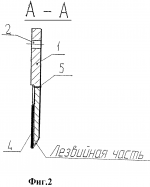 Изобретение относится к области сельскохозяйственного машиностроения, в частности к изготовлению и восстановлению лемехов с одновременным их упрочнением. Лемех плуга содержит несущую часть лемеха с отверстиями для крепления к плугу и режущую носовую часть. На носовой части лемеха нанесена вдоль ее режущей кромки полоса износостойкого материала. Несущая часть и режущая носовая часть выполнены в виде отдельных пластин, соединенных друг с другом сварным швом. Пластина режущей носовой части имеет меньшую толщину, чем пластина несущей части и выполнена из материала, имеющего твердость HRC больше, чем твердость HRC пластины несущей части. Ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала. Такое конструктивное выполнение позволит увеличить ресурс лемеха и повысить ремонтопригодность. 4 з.п. ф-лы, 2 ил. Изобретение относится к области сельскохозяйственного машиностроения, в частности к изготовлению и восстановлению лемехов с одновременным их упрочнением. Основной проблемой современной технологии обработки почвы является увеличение срока службы пахотных орудий. Для этой цели широко используются различные варианты плугов с заменяемой режущей частью. Из описания к патенту РФ на изобретение Известен лемех плуга, который имеет долото, изготовленное из полосы стали повышенной твердости отдельно от лемеха. Долото приваривается к корпусу лемеха, и затем подвергается упрочнению наплавочным армированием путем наваривания валиков перпендикулярно сварочному шву и полевому обрезу с шагом 30-40 мм (патент РФ на полезную модель Наиболее близким к заявленному лемеху является лемех по патенту РФ на полезную модель Целью изобретения является разработка лемеха плуга с увеличенным сроком службы, конструкция которого требует меньшего расхода высокопрочных сталей и позволяет выполнить качественный восстановительный ремонт лемеха как в заводских условиях, так и в любой специализированной мастерской. Поставленная цель достигается тем, что в лемехе плуга, содержащем несущую часть лемеха с отверстиями для крепления лемеха к плугу и режущую носовую часть лемеха с нанесенной вдоль ее режущей кромки полосой покрытия из износостойкого материала, согласно предлагаемого изобретения несущая часть и режущая носовая часть выполнены в виде отдельных пластин, соединенных друг с другом сварным швом, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части и выполнена из материала, имеющего твердость HRC больше чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала. Кроме того, на несущей части лемеха выполнены отверстия для крепления долота. Предпочтительно, что пластина режущей носовой части выполнена из стали твердостью 35-38 HRC. Предпочтительно, покрытие выполнено из износостойкого материала с твердостью 55-60 HRC. При этом покрытие из износостойкого материала выполнено из высокопрочной стали, твердых сплавов или из металлокерамики. Указанные факторы, а именно: наличие у лемеха плуга несущей части и режущей носовой части, выполненных в виде отдельных пластин, соединенных друг с другом сварным швом, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части и выполнена из материала имеющего твердость HRC больше чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала, обеспечивает возможность периодической замены носовой части после ее истирания, и создают условия для увеличения срока службы лемеха и обеспечения его ремонтопригодности. Выполнение пластины режущей носовой части с меньшей толщиной чем пластина несущей части уменьшает тяговое сопротивление при пахоте даже при постоянной толщине пластины режущей носовой части, что обычно достигается использованием дорогостоящего проката переменной толщины. Соединение пластин лемеха между собой и нанесение износостойкого покрытия на режущую носовую часть может быть осуществлено в стационарных условиях (на заводе или в специализированной мастерской) с использованием универсальных сварочных станков с контролируемым режимом работы, что гарантирует высокое качество сварного шва и нанесенного покрытия, обеспечивая таким образом высокий ресурс службы лемеха. Изобретение поясняется рисунками. На фиг.1 общий вид лемеха в плане, на фиг.2 показано сечение А-А на фиг.1. В качестве примера рассматривается конструкция лемеха со сменным долотом, однако, подобная конструкция может быть распространена и на цельнометаллические лемеха. Лемех плуга включает в себя несущую часть 1 лемеха с отверстиями 2 для крепления лемеха к плугу и режущую носовую часть 3 лемеха с нанесенной вдоль ее режущей кромки полосой 4 покрытия из износостойкого материала. Несущая часть 1 и режущая носовая часть 3 выполнены в виде отдельных пластин, соединенных встык друг с другом двухсторонним сварным швом 5, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части. Пластина режущей носовой части 3 выполнена из стали твердостью 35-38 HRC и имеет твердость HRC больше чем твердость HRC пластины несущей части 1. Ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала. Износостойкое покрытие на пяточной зоне 6 режущей носовой части 3 нанесено по всей ширине пластины режущей новой части на длине не менее 20 мм. Размеры пластины режущей носовой части определяются предельным износом лемеха плуга. На несущей части лемеха в зоне 7 крепления долота выполнены отверстия 8 для крепления долота. Покрытие выполнено из износостойкого материала с твердостью 55-60 HRC. В качестве износостойкого покрытия могут использоваться высокопрочные стали, твердые сплавы и металлокерамики, имеющие в своем составе карбиды металлов, нитриды металлов или другие керамические материалы. Сварка производится с двух сторон без разделки. При наложении шва с тыльной стороны следует обращать внимание на то, чтобы шов не превышал ширину плоскости крепления. В противном случае крепление лемеха к стойке будет затруднительно, если вообще возможно. Для увеличения износостойкости лемеха рекомендуется наваривать износостойкое покрытие в виде валиков электродом для износостойкой наплавки с тыльной стороны в области лезвия на всю его длину шириной 15-20 мм, обеспечивающие твердость получаемого покрытия 55-60 HRC. Как правило, наваривается не менее 3-х швов. Приваривание режущей и лезвийной части производится электродом для сварки углеродистых сталей. Лемеха эксплуатируются до полного истирания режущей носовой части, достигая при этом предельного состояния (для лемехов отечественного производства - 30 мм, для лемехов импортного производства - до 60 мм), и затем приваривается новая режущая носовая часть. При таком технологическом подходе конструкция лемеха, состоящая из несущей, режущей части и долота позволит неоднократно производить замену этой режущей части, увеличивая ресурс детали и повышая ремонтопригодность. Режущая часть изнашивается значительно быстрее несущей области, что позволяет производить восстановление деталей не менее трех раз. Результатом применения предлагаемой конструкции является: увеличение долговечности лемеха за счет применения термообработанных режущих частей повышенной твердости с тыльной наплавкой лезвийной части твердым сплавом и неоднократной их замены; повышение степени ремонтопригодности. Производство лемеха состоит из следующих операций: 1. изготовление несущей части 1 лемеха, соответствующей геометрии с учетом будущей формы износа; 2. изготовление износостойкой пластины режущей носовой части 3, соответствующей по размерам геометрии износа; 3. приваривание пластины режущей носовой части 3 к несущей части 1 лемеха двумя швами 5 с двух сторон; 4. наваривание полосы 4 твердого сплава (например, электродом Т-590) согласно представленному чертежу (фиг.1). Восстановление лемеха производится по описанному выше порядку, только операция 1 заменяется операцией удаления неровностей от износа и формированием соответствующей геометрии под приварку пластины. При этом в качестве материала режущей и лезвийной части можно использовать листы рессор после их выбраковки, т.к., утратив нужные упругие свойства, они сохраняют свойства не менее 35 HRC. Формула изобретения1. Лемех плуга, содержащий несущую часть лемеха с отверстиями для крепления лемеха к плугу и режущую носовую часть лемеха с нанесенной вдоль ее режущей кромки полосой покрытия из износостойкого материала, отличающийся тем, что несущая часть и режущая носовая часть выполнены в виде отдельных пластин, соединенных друг с другом сварным швом, при этом пластина режущей носовой части имеет меньшую толщину, чем пластина несущей части и выполнена из материала, имеющего твердость HRC больше, чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала. 2. Лемех плуга по п.1, отличающийся тем, что на несущей части лемеха выполнены отверстия для крепления долота. 3. Лемех плуга по п.1, отличающийся тем, что пластина режущей носовой части выполнена из стали твердостью 35-38 HRC. 4. Лемех плуга по п.1, отличающийся тем, что покрытие выполнено из износостойкого материала с твердостью 55-60 HRC. 5. Лемех плуга по п.4, отличающийся тем, что покрытие из износостойкого материала, выполнено из высокопрочной стали, твердых сплавов или из металлокерамики. Популярные патенты: 2149547 Пневматический опрыскиватель ... с сопловыми отверстиями, расположенными в диспергирующем устройстве вокруг осевого канала, причем число радиальных каналов соответствует числу сопловых отверстий. Все это позволяет во время работы более точно дозировать химический препарат, повысить равномерность его распределения на объекте обработки и повысить надежность машины, отказавшись от применения более подверженных отказам вращающихся частей насосов и гидроузлов. Предлагаемый опрыскиватель поясняется чертежом, где на фиг. 1 представлено его схематическое изображение; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - пневматический распиливающий наконечник. На раме 1 закреплены резервуар 2 для рабочей жидкости, клиноременная передача ... 2130247 Замкнутый пневмосепаратор ... в отвод 4 пневмосепарирующего канала 2 и вместе с основным потоком воздуха снова направляются в осадочную камеру 5 и инерционный жалюзийно-противоточный воздухоочиститель 18, где некоторая их часть коагулируется и выпадает в нижнюю часть осадочной камеры. Циркуляция наиболее запыленного воздуха по малому замкнутому контуру, минуя пневмосепарирующий канал, обеспечивает высокую эффективность сепарации. Скорость воздуха в пневмосепарирующем канале 2 устанавливают дроссельной заслонкой 17. Соединение канала 10 частичного отвода запыленного воздуха с отводом 4 пневмосепарирующего канала 2 сохраняет полную герметичность замкнутого пневмосепаратора и исключает потребность подключения его к ... 2281637 Способ производства зеленого корма при возделывании в орошаемом земледелии и устройство для его осуществления ... наличия кормовой массы, поворачивая его вокруг оси. Это приводит к тому, что через тягу 32, преодолевая сопротивление упругого элемента 34, поворачивается двуплечный рычаг 33, а от него через тягу 35 - кривошип 36 двухходового крана 23 исполнительного механизма подачи консерванта. Жидкий консервант по резиновому рукаву 24 поступает в корпус распределителя 26. Из последнего под рабочим давлением жидкость форсунками 28 в мелкодисперсном состоянии наносится на измельченную массу пропорционально пропускной способности измельченного аппарата кормоуборочного комбайна. Качество распыла жидкого консерванта форсунками 28 зависит от давления воздуха в промежуточном баке 13. Исходное ... 2254705 Способ уплотнения и герметизации консервируемых кормов в рулонах ... только в 1 ярус.Задачами данного изобретения является снижение расхода пленочного материала, сокращение потерь корма за счет улучшения их герметизации, упрощение оборудования для герметичной упаковки рулонов, обеспечение возможности герметизации пленкой рулонов, сформированных различными используемыми в производстве для заготовки корма пресс-подборщиками.Данная задача достигается тем, что в заявленном способе уплотнения и герметизации консервируемых кормов в рулонах, включающем подбор из валков провяленных трав с одновременным их уплотнением и формированием рулонов с обвязкой их шпагатом, герметичную упаковку пленочным материалом в стационарных условиях и укладку на хранение в ... 2148319 Растительное средство для борьбы с пресноводными моллюсками ... стороны, в дни без атмосферных осадков при температуре воды не ниже +14oC и pH не выше 7,6. Сущность поясняется примерами. Пример 1. На пастбище в биотопы Lymnaea truncatula (0,46 га) препарат ели вносят в форме экстракта из расчета 1,5 г/л. При температуре 26,7-28,8oC и pH 6,7 - 6,9 отмечают 95%-ную гибель моллюсков и 90%-ную гибель их кладок. Пример 2. На пастбище в биотопы Lymnaea truncatula (0,54 га) препарат ели вносят в форме экстракта из расчета 2,0 г/л. При температуре 15,5-18,1oC и pH 6,9 - 7,0 отмечают 91%-ную гибель моллюсков и 83%-ную гибель их кладок. Пример 3. На пастбище в биотопы Lymnaea subangulata (0,34 га) препарат ели вносят в форме крупного порошка из расчета ... |
Еще из этого раздела: 2157603 Способ послепосевного прикатывания озимых культур и каток для его осуществления 2427999 Способ повышения плодородия мерзлотных засоленных почв в условиях криолитзоны 2111642 Высевающий аппарат 2228024 Способ профилактики мастита у коров и устройство для его осуществления 2285375 Способ обработки почвы и устройство для его осуществления 2192721 Орудие для обработки засоленных почв 2479988 Способ формирования линейно ориентированного виноградника с капельным орошением (версия 3) 2057432 Биологический состав кузнецова для подсочки деревьев, в том числе каучуконосов (варианты), и способ его приготовления 2444881 Конвейер для проращивания зерна 2440721 Способ определения вредоносности насекомых комплекса "гнус" для крупного рогатого скота |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
 2413601 МКИ A01B 15/04 от 10.03.2011 известно использование для повышения общего срока службы плуга сменной режущей носовой части лемеха, формирующей часть режущей кромки лемеха. Сменная режущая носовая часть лемеха представляет собой пластину из стали с повышенной твердостью поверхностного слоя, привариваемую вручную на месте к нижней части лемеха. Данное решение обеспечивает при смене режущей носовой части лемеха последующую работу восстановленного лемеха с ресурсом, соответствующим ресурсу лемеха заводского изготовления. Однако для достижения такого ресурса требуется использование для сменной пластины высокопрочных марок сталей. Для присоединения пластины к лемеху требуются специальные электроды. При этом требуется точное соблюдение режимов сварки, что сложно осуществить при ручной сварке на месте. Кроме того, сменная пластина формирует только часть режущей кромки лемеха.
2413601 МКИ A01B 15/04 от 10.03.2011 известно использование для повышения общего срока службы плуга сменной режущей носовой части лемеха, формирующей часть режущей кромки лемеха. Сменная режущая носовая часть лемеха представляет собой пластину из стали с повышенной твердостью поверхностного слоя, привариваемую вручную на месте к нижней части лемеха. Данное решение обеспечивает при смене режущей носовой части лемеха последующую работу восстановленного лемеха с ресурсом, соответствующим ресурсу лемеха заводского изготовления. Однако для достижения такого ресурса требуется использование для сменной пластины высокопрочных марок сталей. Для присоединения пластины к лемеху требуются специальные электроды. При этом требуется точное соблюдение режимов сварки, что сложно осуществить при ручной сварке на месте. Кроме того, сменная пластина формирует только часть режущей кромки лемеха.