Палец двойной штампосварной для режущего аппарата и способ его изготовленияПатент на изобретение №: 2429595 Автор: Белокопытов Борис Александрович (UA), Пекшев Петр Иванович (UA) Патентообладатель: Открытое Акционерное Общество "Завод "Симферопольсельмаш" (UA) Дата публикации: 27 Августа, 2009 Начало действия патента: 18 Февраля, 2008 Адрес для переписки: 95047, Украина, АР Крым, г. Симферополь, ул. Узловая, 8/5, ОАО "Завод "Симферопольсельмаш" Изображения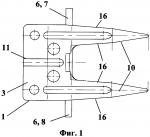 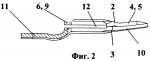 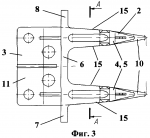 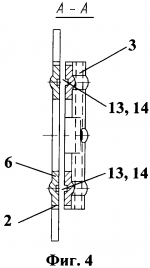 Группа изобретений относится к сельскохозяйственному машиностроению и может быть использована при конструировании и изготовлении узлов и деталей режущих аппаратов. Палец включает приваренные друг к другу с образованием прямоугольного паза верхнюю и нижнюю противорежущие пластины. С обеих сторон пальца выполнены два упора. Верхняя противорежущая пластина выполнена П-образной формы и имеет перемычку и два заостренных изогнутых носка в передней части. Нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка. На нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала. Сварочное ядро в сечении представляет собой вытянутый овал. Термообработка устройства выполнена в зоне режущих поверхностей верхней и нижней противорежущих пластин. Изобретения обеспечивают повышение надежности работы пальцев режущего аппарата и уменьшение стоимости их изготовления. 2 н. и 6 з.п. ф-лы, 8 ил. Изобретение относится к сельскохозяйственной технике, конкретно к узлам и деталям режущего аппарата косилок, жаток, а именно к пальцам режущих аппаратов, и может быть использовано при конструировании и изготовлении узлов и деталей режущих аппаратов. К режущему аппарату косилки или жатки предъявляются весьма высокие требования по конструкции и технологии изготовления, т.к. этот элемент с/х техники работает в очень сложных и тяжелых условиях. Функции, выполняемые пальцем режущего аппарата, весьма разнообразны - это: - опорная поверхность для сегментов ножей режущего аппарата; - направляющая для перемещения ножа режущего аппарата; - опорная, неподвижная, противорежущая кромка для срезания стеблей сегментами ножа; - защита, хоть и не полная, от попадания в режущий орган случайных предметов - камней, проволоки; - направляющая для объекта срезания - травы, стеблей зерновых культур и пр.; - возможность удобного монтажа и демонтажа пальцев на режущем аппарате. В связи с этим пальцы режущего аппарата должны иметь жесткую конструкцию, способную противодействовать изгибающим и вращающим нагрузкам, противорежущие кромки пальцев должны иметь специальную термическую обработку, а носки пальцев не должны быть слишком острыми, чтобы толстостеблевые культуры, такие как рапс, не накалывались на них, при этом общая масса пальцев, установленных на режущем аппарате, не должна быть слишком большой. В патенте США В патенте Германии Эти косилочные пальцы имеют высокую вертикальную стабильность конструкции, а наличие на них двух лезвий - верхнего и нижнего - позволяет поочередно срезать косилочными лезвиями ножей стебли - то верхним, то нижним. Однако близкое расположение косилочных пальцев друг возле друга приводит к тому, что сбившийся урожай накапливается перед концами пальцев и происходит ухудшение режущего эффекта, либо происходит засорение. Известна выложенная заявка Германии Аналогичное техническое решение описано в патенте Германии Наиболее близким по технической сути и достигаемому техническому результату и выбранным в качестве прототипа в части устройства является палец двойной штампосварной полуоткрытый для режущего органа, описанный в выложенной заявке Германии Недостатками прототипа являются: - необходимость наличия в конструкции трех деталей - верхней и нижней противорежущих пластин и кронштейна; - забивание срезаемой массой пространства между двумя пальцами; - невысокая ударная прочность изделия из-за того, что закалке подвергается все изделие, а не его отдельные участки, что, в целом, приводит к снижению надежности устройства; - достаточно высокая стоимость изделия, определяемая его конструкцией и технологией изготовления. Задачей настоящего изобретения в части устройства является усовершенствование конструкции пальца для режущего органа с достижением технического результата - повышения надежности работы и снижения себестоимости устройства. Поставленная задача в части устройства выполняется тем, что в устройстве «Палец двойной штампосварной для режущего аппарата», включающем верхнюю и нижнюю противорежущие пластины, причем верхняя противорежущая пластина имеет заостренный, изогнутый носок в передней части, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, с обеих боковых сторон пальца дополнительно выполнены два упора, верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка в передней части и перемычку, а на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, причем сварочное ядро в сечении представляет собой вытянутый овал, при этом термообработка устройства выполнена преимущественно в зоне режущих поверхностей верхней и нижней противорежущих пластин, кроме того, два упора выполнены заодно целое с перемычкой верхней противорежущей пластины или выполнены в виде планки, приваренной сверху перемычки верхней противорежущей пластины, причем палец имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот, при этом закаленная противорежущая пластина выполнена из конструкционной стали с высоким содержанием углерода, например стали 65Г. Новым в заявляемом техническом решении являются следующие особенности конструкции и технологии изготовления по сравнению с прототипом: - исключен кронштейн, функцию которого выполняет нижняя противорежущая пластина; - введены два упора, выполненные в виде планки, которая приваривается к верхней противорежущей пластине, или выполненные заодно целое с верхней противорежущей пластиной; - крепление пальца к режущему аппарату осуществляется только с помощью нижней противорежущей пластины; - повышена надежность сварного соединения за счет выполнения на соединяемых сваркой деталях рельефных выступов; - термообработка изделия только в зоне режущих поверхностей верхней и нижней противорежущих пластин, но не закаливают все изделие, как это сделано в прототипе; - устройство может быть укомплектовано закаленной нижней противорежущей пластиной и незакаленной верхней противорежущей пластиной или наоборот. Все эти отличительные признаки заявляемого устройства позволяют повысить надежность работы изделия, особенно в условиях ударных нагрузок, и уменьшить себестоимость изготовления изделия. Существенными признаками заявляемого устройства, совпадающими с прототипом, являются следующие признаки: - верхняя противорежущая пластина; - нижняя противорежущая пластина; - верхняя противорежущая пластина имеет заостренный, изогнутый носок в передней части; - нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка и перемычку; - к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза. Отличительными от прототипа существенными признаками заявляемого устройства являются следующие признаки: - с обеих боковых сторон пальца дополнительно выполнены два упора; - верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка в передней части и перемычку; - на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала; - сварочное ядро в сечении представляет собой вытянутый овал; - термообработка устройства выполнена преимущественно в зоне режущих поверхностей верхней и нижней противорежущих пластин. Частными отличительными от прототипа существенными признаками заявляемого устройства являются следующие признаки: - два упора выполнены заодно целое с перемычкой верхней противорежущей пластины; - два упора выполнены в виде планки, приваренной сверху перемычки верхней противорежущей пластины; - палец имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот; - закаленная противорежущая пластина выполнена из конструкционной стали с высоким содержанием углерода, например стали 65Г. Между существенными признаками заявляемого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь. Действительно, достижение указанного технического результата - повышения надежности работы и снижения себестоимости устройства - возможно только при осуществлении всех признаков, указанных в формуле изобретения. Например, новое конструктивное выполнение изделия позволяет значительно уменьшить его вес и стоимость за счет исключения одной детали по прототипу - кронштейна, функцию которого в заявляемом устройстве выполняет нижняя противорежущая пластина. Закалка только режущих поверхностей верхней и нижней противорежущих пластин позволяет получить упругую конструкцию изделия и успешно противостоять ударным и вибрационным нагрузкам, которым подвергается устройство в процессе работы, в отличие от прототипа, в котором закалка всех деталей, входящих в состав изделия, приводит к тому, что при значительных ударных нагрузках, неизбежных при работе устройства, происходит разрушение «жесткой» конструкции изделия в наиболее слабых местах, из-за отсутствия демпфирования ударных нагрузок. При этом устройство может быть укомплектовано закаленной нижней противорежущей пластиной и незакаленной верхней противорежущей пластиной или наоборот. Это позволяет снизить себестоимость изделия, т.к. подвергается закалке только половина общего количества противорежущих пластин в готовых изделиях. Кроме того, по меньшей мере, одна из противорежущих пластин - верхняя или нижняя - изготавливается из конструкционной стали с высоким содержанием углерода, например стали 65Г, которая обладает повышенной прочностью, износостойкостью и упругими свойствами. Это позволяет получить в изделии одну - верхнюю и/или нижнюю - противорежущую пластину с высокими механическими свойствами. Все эти мероприятия позволяют значительно уменьшить себестоимость изготовления пальцев для режущих органов сельскохозяйственных машин и повысить надежность их работы. Исследования различных вариантов образцов пальцев фирмы Gebr. Schumacher (см. Рекламный проспект фирмы Gebr. Schumacher), проведенные заявителем, показали, что технология изготовления изделий включает: - вырубку заготовок противорежущих пластин и кронштейна; - формообразующую штамповку противорежущих пластин и кронштейна; - термическую обработку противорежущих пластин и кронштейна; - сварку противорежущих пластин и кронштейна между собой в единую конструкцию. В связи с этим, эта технология выбрана в качестве прототипа, как наиболее близкая по технической сути и достигаемому техническому результату в части способа для заявляемого «Способа изготовления пальца штампосварного для режущего аппарата», и включает вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин и кронштейна между собой с помощью сварки. Недостатками способа по прототипу являются недостаточно высокая механическая прочность изделия из-за точечного сварочного ядра в сварных соединениях и недостаточно высокая ударная прочность изделия из-за того, что закалке подвергается все изделие, а не его отдельные участки, что, в целом, приводит к снижению надежности устройства, при этом закалка как верхней, так и нижней противорежущих пластин повышает стоимость изделия. Задачей настоящего изобретения в части способа является усовершенствование технологии изготовления пальца для режущего органа с достижением технического результата - повышения надежности работы устройства и уменьшения его стоимости. Поставленная задача выполняется тем, что в «Способе изготовления пальца штампосварного для режущего аппарата», включающем вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин между собой с помощью сварки, с обеих боковых сторон пальца дополнительно выполняют два упора, а на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала, а пластины сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал, кроме того, два упора выполняют заодно целое с перемычкой верхней противорежущей пластины или в виде планки, которую приваривают сверху перемычки верхней противорежущей пластины, при этом выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин, а в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. Новым в заявляемом способе является повышение надежности устройства за счет выполнения рельефных выступов на нижней противорежущей пластине в виде удлиненного овала, что позволяет при сварке получить сварочное ядро в сечении в виде вытянутого овала. Это значительно повышает прочность соединения деталей, а следовательно, и надежность всей конструкции в целом. А выполнение двух упоров в заявляемом устройстве заодно целое с верхней противорежущей пластиной или в виде отдельной планки, привариваемой к перемычке верхней противорежущей пластины, позволяет повысить эффективность режущего аппарата, в состав которого входит заявляемое устройство, т.к. отсутствует забивание срезаемой массой пространства между смежными двойными пальцами. Кроме того, термообработку изделия выполняют только в зоне режущих поверхностей верхней или нижней противорежущих пластин, но не закаливают все изделие, как это сделано в прототипе. Это также позволяет повысить надежность работы изделия, особенно в условиях ударных нагрузок. При этом комплектование конкретного изделия осуществляют таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. Существенными признаками заявляемого способа, совпадающими с прототипом, являются следующие признаки: - вырубка заготовок из металлической полосы; - формообразование верхней и нижней противорежущих пластин путем штамповки; - термическая обработка деталей устройства; - неподвижное соединение пластин между собой с помощью сварки. Отличительными от прототипа существенными признаками заявляемого способа являются следующие признаки: - с обеих боковых сторон пальца дополнительно выполняют два упора; - на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала; - пластины сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал. Частными отличительными от прототипа существенными признаками заявляемого способа являются следующие признаки: - два упора выполняют заодно целое с перемычкой верхней противорежущей пластины; - два упора выполняют в виде планки, которую приваривают сверху перемычки верхней противорежущей пластины; - выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин; - в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. Между существенными признаками заявляемого способа и достигаемым техническим результатом существует следующая причинно-следственная связь. Действительно, достижение указанного технического результата - повышения надежности работы устройства и уменьшения его стоимости - возможно только при осуществлении всех признаков способа, указанных в формуле изобретения. Например, выполнение двух упоров в заявляемом устройстве заодно целое с верхней противорежущей пластиной или в виде отдельной планки, привариваемой к перемычке верхней противорежущей пластины, позволяет повысить эффективность режущего аппарата, в состав которого входит заявляемое устройство, т.к. отсутствует забивание срезаемой массой пространства между смежными двойными пальцами. А выполнение нескольких рельефных выступов в виде удлиненного овала с помощью штамповки на нижней противорежущей пластине в месте сварки позволяет получить сварочное ядро, сечение которого представляет собой вытянутый овал, а не маленькое круглое пятно, как в прототипе, и значительно улучшить качество сварки, что, в конечном итоге, повышает надежность работы устройства. Кроме того, закалка только режущих поверхностей верхней и нижней противорежущих пластин позволяет получить упругую конструкцию изделия и успешно противостоять ударным и вибрационным нагрузкам, которым подвергается устройство в процессе работы, в отличие от прототипа, в котором закалка всех деталей, входящих в состав изделия, приводит к тому, что при значительных ударных нагрузках, неизбежных при работе устройства, происходит разрушение «жесткой» конструкции изделия в наиболее слабых местах, из-за отсутствия демпфирования ударных нагрузок. При этом, как вариант, возможно выполнять термообработку только верхней или нижней противорежущих пластин, а комплектование конкретного изделия осуществлять таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот, что позволяет вдвое уменьшить число термообрабатываемых деталей и, таким образом, уменьшить стоимость изделия в целом. Проведенный заявителем анализ уровня техники, который включает поиск по патентным и научно-техническим источникам информации, с выявлением источников, содержащих информацию об аналогах заявляемого технического решения, позволяет установить, что заявителем не выявлены аналоги, которые характеризуются всей совокупностью признаков, идентичной всем существенным признакам заявляемого устройства и способа, указанных в формуле изобретения. Потому можно утверждать, что изобретение соответствует условию патентоспособности по критерию «новизна». Данное техническое решение имеет изобретательский уровень, т.к. по совокупности всех существенных признаков, указанных в формуле изобретения, для специалиста они явным образом не следуют из уровня техники. Кроме того, изобретение промышленно применимо, потому что заявляемые технические решения позволяют использовать их при разработке и производстве пальцев режущих аппаратов режущего органа косилок, жаток. Возможность осуществления заявляемого изобретения подтверждается нижеприведенным описанием его практической реализации и иллюстрируется чертежами. На фиг.1 показан палец с упорами, выполненными заодно целое с верхней противорежущей пластиной, вид внизу; на фиг.2 - то же, вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 показано сечение А-А устройства, изображенного на фиг.1; на фиг.5 показан палец с упорами, выполненными в виде планки, вид внизу; на фиг.6 - то же, вид сбоку; на фиг.7 - то же, вид сверху; на фиг.8 показано сечение А-А устройства, изображенного на фиг.5. Заявляемое устройство применяется при комплектации режущего аппарата косилок, жаток. Палец двойной штампосварной 1 для режущего аппарата включает верхнюю 2 и нижнюю 3 противорежущие пластины. Верхняя противорежущая пластина (далее по тексту - ВПП) 2 выполнена П-образной формы и имеет два заостренных, изогнутых носка 4 в передней части 5, перемычку 6 и два упора 7 и 8, выступающие с обеих боковых сторон пальца 1. Два упора 7 и 8 могут быть выполнены заодно целое с перемычкой 6 ВПП 2. Кроме того, два упора 7 и 8 могут быть выполнены в виде планки 9, приваренной сверху перемычки 6 ВПП 2. Нижняя противорежущая пластина (далее по тексту - НПП) 3 выполнена П-образной формы и имеет два заостренных, изогнутых носка 10 и перемычку 11. К ВПП 2 в районе носков 5 приварена НПП 3 с образованием прямоугольного паза 12, а к ВПП 3 в одном из вариантов конкретного исполнения приварена планка 9. На НПП 3 в месте сварки 13 с помощью штамповки выполнены рельефные выступы (условно не показаны), при этом сварочное ядро в сечении представляет собой вытянутый овал 14. При изготовлении заявляемого устройства термообработку его деталей выполняют преимущественно в зоне режущих поверхностей 15 ВПП 2 и режущих поверхностей 16 НПП 3. При этом заявляемое устройство может быть укомплектовано закаленной НПП 3 и незакаленной ВПП 2 или наоборот. Это позволяет снизить себестоимость изделия, т.к. подвергается закалке только половина общего количества противорежущих пластин в готовых изделиях. Кроме того, по меньшей мере, одна из противорежущих пластин - верхняя или нижняя - изготавливается из конструкционной стали с высоким содержанием углерода, например стали 65Г, которая обладает повышенной прочностью, износостойкостью и упругими свойствами. Это позволяет получить изделие - верхнюю и/или нижнюю противорежущие пластины - с высокими механическими свойствами. Все эти мероприятия позволяют значительно уменьшить себестоимость изготовления пальцев для режущих органов сельскохозяйственных машин и повысить надежность их работы. ВПП 2 изготавливают преимущественно из стальной полосы толщиной 5-6 мм, а НПП 3 - из стальной полосы толщиной 6-8 мм. Основные технологические операции, необходимые для изготовления заявляемого устройства, следующие: - вырубка заготовок ВПП 2, НПП 3 и, при необходмости, планки 9; - формообразующая штамповка заготовок ВПП 2, НПП 3; - термическая обработка режущий поверхностей ВПП 2 и НПП 3; - сварка ВПП 2, НПП 3 и, при необходмости, планки 9 между собой в единую конструкцию. Заявляемый способ изготовления пальца двойного штампосварного 1 для режущего аппарата включает вырубку заготовок из металлической полосы, формообразование верхней 2 и нижней 3 противорежущих пластин путем штамповки, термическую обработку деталей устройства, неподвижное соединение противорежущих пластин 2 и 3 между собой с помощью сварки, при этом с обеих боковых сторон пальца 1 дополнительно выполняют два упора 7 и 8, а на нижней противорежущей пластине 3 в местах сварки с помощью штамповки выполняют рельефные выступы (условно не показаны) в виде удлиненного овала, а противорежущие пластины 2 и 3 сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал 14. При этом два упора 7 и 8 выполняют заодно целое с перемычкой 6 верхней противорежущей пластины 2 или два упора 7 и 8 выполняют в виде планки 9, которую приваривают сверху перемычки 6 верхней противорежущей пластины 2. Кроме того, выполняют закалку режущих поверхностей верхней 2 или нижней 3 противорежущих пластин, а в готовом устройстве закаленную нижнюю 3 противорежущую пластину соединяют с незакаленной верхней 2 противорежущей пластиной или наоборот. Заявляемое устройство и способ его изготовления позволяют получить изделие, отличающееся от прототипа повышенными эксплуатационными характеристиками, повышающими надежность его работы, при этом себестоимость получаемого изделия ниже, чем себестоимость изделия по прототипу. На основании всего вышеизложенного можно сделать вывод, что задачи, поставленные в настоящем изобретении, - разработка новой конструкции пальца для режущего аппарата и новой технологии его изготовления - выполнены с достижением технического результата - повышения надежности работы устройства и снижения себестоимости устройства. Формула изобретения1. Палец двойной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины, причем верхняя противорежущая пластина имеет заостренный изогнутый носок в передней части, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, отличающийся тем, что с обеих боковых сторон пальца дополнительно выполнены два упора, верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка в передней части и перемычку, а на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, причем сварочное ядро в сечении представляет собой вытянутый овал, при этом термообработка устройства выполнена преимущественно в зоне режущих поверхностей верхней и нижней противорежущих пластин. 2. Палец двойной штампосварной для режущего аппарата по п.1, отличающийся тем, что два упора выполнены за одно целое с перемычкой верхней противорежущей пластины. 3. Палец двойной штампосварной для режущего аппарата по п.1, отличающийся тем, что два упора выполнены в виде планки, приваренной сверху перемычки верхней противорежущей пластины. 4. Палец двойной штампосварной для режущего аппарата по п.1, отличающийся тем, что палец имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот, при этом закаленная противорежущая пластина выполнена из конструкционной стали с высоким содержанием углерода, например стали 65Г. 5. Способ изготовления пальца двойного штампосварного для режущего аппарата, включающий вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин между собой с помощью сварки, отличающийся тем, что с обеих боковых сторон пальца дополнительно выполняют два упора, а на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала, а пластины сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал. 6. Способ изготовления пальца двойного штампосварного для режущего аппарата по п.5, отличающийся тем, что два упора выполняют за одно целое с перемычкой верхней противорежущей пластины. 7. Способ изготовления пальца двойного штампосварного для режущего аппарата по п.5, отличающийся тем, что два упора выполняют в виде планки, которую приваривают сверху перемычки верхней противорежущей пластины. 8. Способ изготовления пальца двойного штампосварного для режущего аппарата по п.5, отличающийся тем, что выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин, а в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. MM4A Досрочное прекращение действия патента из-за неуплаты в установленный срок пошлины за поддержание патента в силе Дата прекращения действия патента: 19.02.2013 Дата публикации: 20.12.2013 Популярные патенты: 2200947 Способ количественной оценки лесопригодности почвогрунтов ... по гранулометрическому составу корнеобитаемого слоя, а по влажности - на шесть групп 0, 1, 2, 3, 4, 5, т.е. очень сухие, сухие, свежие, влажные, сырые и мокрые, диагностируемые по положению в рельефе и глубине залегания грунтовой воды (см. Нестеров В. Г. Общее лесоводство. - М.-Л.: Гослесбумиздат, 1954. - С. 333-341). Недостатком данного способа является то, что он позволяет получать лишь приблизительные - блоковые оценки лесорастительных свойств почвогрунтов, допускает субъективизм, недостаточно учитывает географическую изменчивость атмосферного увлажнения и его применение в основном ограничивается лесными природными зонами. Наиболее близким к заявленному объекту способом того ... 2429594 Палец штампосварной для режущего аппарата (варианты) и способ его изготовления ... четыре рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот.2. Палец тройной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Ж-образной формы, имеет три заостренных изогнутых носка в передней части, перемычку и три отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе ... 2120752 Способ консервирования ксеногенных клеток печени ... печень 2-5 месячных свиней, перед диспергированием проводят разделение ее на доли, для стабилизации используют дополнительно раствор Хенкса в соотношении со средой 199 1:100, а сушку проводят на поддонах толщиной слоя 40-50 мм. 2. Способ по п.1, отличающийся тем, что первую стадию фильтрации осуществляют через фильтр 100-120 мкм, а вторую стадию - через 60 мкм. 3. Способ по п.1, отличающийся тем, что замораживание осуществляют при температуре минус 30-35oC, а досушивание - при температуре плюс 20oC. QB4A Регистрация лицензионного договора на использование изобретения Лицензиар(ы): Гладских Лариса Валентиновна Вид лицензии*: НИЛ Лицензиат(ы): Закрытое акционерное общество ... 2056755 Способ регулирования роста овощных культур ... в табл. 5 данных следует, что нулевая температура приводит к снижению интенсивности процесса экстракции, тогда при +48оС, очевидно, уже начинаются деструктивные реакции физиологически активных веществ. Таким образом, оптимальная температура экстракции находится в пределах 4-24оС, т. е. экстракция может быть проведена при комнатной температуре. П р и м е р 6. По 1 кг различного сырья, являющегося отходами пищевой промышленности, такого как корешки проростков ячменя (отходы производства пива), барда (отходы производства спирта), яблочный жмых (отходы производства сока), жом (отходы производства сахара), экстрагировали в 10 л 70% -ного этилового спирта каждую пробу в течение 24 ... 2275006 Устройство для крепления стеблей малины в вертикальном и горизонтальном положениях ... с натянутой проволокой, концевыми частями, образованными в плоскости поперечной относительно плоскости скобы, при этом одна из концевых частей скобы прижата к прямому участку U-образной скобы, образуя замкнутый контур с обеспечением ее поворота вокруг натянутой проволоки, а зазор между другой концевой U-образной частью U-образной скобы и натянутой проволокой, при установленной на проволоке замкнутой части скобы, равен размеру примерно 20 мм, обеспечивающему проход без задержек стебля малины, который в образованном треугольнике U-образной скобы, пристыкованной к натянутой проволоке, расположен с зазором между его сторонами, кроме того, для крепления стеблей малины в ... |
Еще из этого раздела: 2423807 Культиватор (варианты) и фреза для него 2272840 Способ молекулярного маркирования пола хмеля обыкновенного (humulus lupulus l) 2492640 Способ выращивания рыбы в мелководных заморных озерах с применением глубокого водоема-спутника 2463776 Система и способ для массовой валки деревьев 2404898 Устройство на воздушной подушке для разбрасывателей органоминеральных удобрений 2233582 Устройство для охлаждения молока 2451442 Способ обогащения селеном овощей и злаков 2067798 Агромостовой комплекс 2275801 Способ выращивания рыбы в рисовых чеках (варианты) 2462016 Устройство для протравливания семян |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
 2226583 описана режущая балка, в которой два косилочных пальца объединены в единую двухпальцевую конструкцию, и в ней один палец короче другого, при этом длинный косилочный палец возвышается своим концом над концом лезвия ножа и охватывает часть верхней поверхности лезвия ножа своей верхней частью, а косилочные пальцы находятся в нижнем районе лезвия, т.е. той части, которая лежит под косилочными лезвиями ножей, и соединены между собой перекладиной, и с ее же помощью закреплены на пальцевой балке.
2226583 описана режущая балка, в которой два косилочных пальца объединены в единую двухпальцевую конструкцию, и в ней один палец короче другого, при этом длинный косилочный палец возвышается своим концом над концом лезвия ножа и охватывает часть верхней поверхности лезвия ножа своей верхней частью, а косилочные пальцы находятся в нижнем районе лезвия, т.е. той части, которая лежит под косилочными лезвиями ножей, и соединены между собой перекладиной, и с ее же помощью закреплены на пальцевой балке.