Палец штампосварной для режущего аппарата (варианты) и способ его изготовленияПатент на изобретение №: 2429594 Автор: Белокопытов Борис Александрович (UA), Пекшев Петр Иванович (UA) Патентообладатель: Открытое Акционерное Общество "Завод "Симферопольсельмаш" (UA) Дата публикации: 10 Июля, 2009 Начало действия патента: 28 Декабря, 2007 Адрес для переписки: 95047, Украина, АР Крым, г. Симферополь, ул. Узловая, 8/5, ОАО "Завод "Симферопольсельмаш" Изображения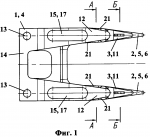 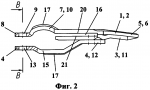 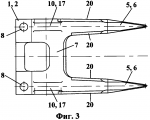  Группа изобретений относится к сельскохозяйственному машиностроению и может быть использована при конструировании и изготовлении узлов и деталей режущих аппаратов. Палец включает приваренные друг к другу с образованием прямоугольного паза верхнюю и нижнюю противорежущие пластины. К нижней противорежущей пластине приварен кронштейн. Верхняя и нижняя противорежущие пластины имеют в своей передней части заостренные изогнутые носки. На нижней противорежущей пластине в местах сварки с помощью штамповки выполнены рельефные выступы в виде удлиненного овала. Сварочное ядро в сечении представляет собой вытянутый овал. Режущие поверхности верхней или нижней противорежущих пластин имеют закалку. Палец имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. Изобретения обеспечивают повышение надежности работы пальцев режущего аппарата и уменьшение стоимости. 4 н.п. ф-лы, 17 ил. Изобретение относится к сельскохозяйственной технике, конкретно к узлам и деталям режущего аппарата косилок, жаток, а именно к пальцам режущих аппаратов, и может быть использовано при конструировании и изготовлении узлов и деталей режущих аппаратов. К режущему аппарату косилки или жатки предъявляются весьма высокие требования по конструкции и технологии изготовления, т.к. этот элемент с/х техники работает в очень сложных и тяжелых условиях. Функции, выполняемые пальцем режущего аппарата, весьма разнообразны - это: - опорная поверхность для сегментов ножей режущего аппарата; - направляющая для перемещения ножа режущего аппарата; - опорная, неподвижная, противорежущая кромка для срезания стеблей сегментами ножа; - защита, хотя и неполная, от попадания в режущий орган случайных предметов -камней, проволоки; - направляющая для объекта срезания - травы, стеблей зерновых культур и пр.; - возможность удобного монтажа и демонтажа пальцев на режущем аппарате. В связи с этим пальцы режущего аппарата должны иметь жесткую конструкцию, способную противодействовать изгибающим и вращающим нагрузкам, противорежущие кромки пальцев должны иметь специальную термическую обработку, а носки пальцев не должны быть слишком острыми, чтобы толстостеблевые культуры, такие как рапс, не накалывались на них, при этом общая масса пальцев, установленных на режущем аппарате, не должна быть слишком большой. В патенте США В патенте Германии Эти косилочные пальцы имеют высокую вертикальную стабильность конструкции, а наличие на них двух лезвий - верхнего и нижнего - позволяет поочередно срезать косилочными лезвиями ножей стебли - то верхним, то нижним. Однако близкое расположение косилочных пальцев друг возле друга приводит к тому, что сбившийся урожай накапливается перед концами пальцев и происходит ухудшение режущего эффекта, либо происходит засорение. Известна выложенная заявка Германии Аналогичное техническое решение описано в патенте Германии Наиболее близким по технической сути и достигаемому техническому результату в части устройства и выбранным в качестве прототипа для двух заявляемых вариантов - «Палец двойной штампосварной для режущего аппарата» и «Палец тройной штампосварной для режущего аппарата» - является «Палец штампосварной для режущего органа (Рекламный проспект фирмы Gebr. Schumacher), включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Н-образной формы, имеет два заостренных, изогнутых носка в передней части, перемычку и два отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка, а кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были соосны, при этом на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости. Недостатками прототипа для этих двух вариантов заявляемого технического решения являются недостаточно высокая механическая прочность изделия из-за точечного сварочного ядра в сварных соединениях и недостаточно высокая ударная прочность изделия из-за того, что закалке подвергается все изделие, а не его отдельные участки, что, в целом, приводит к снижению надежности устройства, при этом закалка как верхней, так и нижней противорежущих пластин повышает стоимость изделия. Наиболее близким по технической сути и достигаемому техническому результату и выбранным в качестве прототипа для варианта «Палец двойной штампосварной направляющий для режущего аппарата» является палец двойной штампосварной полуоткрытый для режущего органа, описанный в выложенной заявке Германии Недостатками прототипа для этого варианта являются недостаточно высокая механическая прочность изделия из-за точечного сварочного ядра в сварных соединениях и недостаточно высокая ударная прочность изделия из-за того, что закалке подвергается все изделие, а не его отдельные участки, что, в целом, приводит к снижению надежности устройства, при этом закалка как верхней, так и нижней противорежущих пластин повышает стоимость изделия. Задачей настоящего изобретения в части устройства для всех вариантов является усовершенствование конструкции пальца для режущего органа с достижением технического результата - повышения надежности работы устройства и уменьшения его стоимости. Поставленная задача выполняется тем, что в устройстве: 1 вариант. Палец двойной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Н-образной формы, имеет два заостренных, изогнутых носка в передней части, перемычку и два отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка, а кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были соосны, при этом на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости, на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую и незакаленную верхнюю противорежущую пластину или наоборот. 2 вариант. Палец тройной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Ж-образной формы, имеет три заостренных, изогнутых носка в передней части, перемычку и три отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге, нижняя противорежущая пластина выполнена Ш-образной формы и имеет три заостренных, изогнутых носка, а кронштейн выполнен Ш-образной формы, имеет три скругленных конца и три отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были соосны, при этом на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости, на нижней противорежущей пластине в месте сварки с помощью с штамповки выполнены шесть рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. 3 вариант. Палец двойной штампосварной направляющий для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина имеет заостренный, изогнутый носок в передней части, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка, а кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн, на котором в районе трапециевидного перехода выполнены штампованные ребра жесткости, верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка в передней части и перемычку, на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую и незакаленную верхнюю противорежущую пластину или наоборот. Новым в заявляемых вариантах технического решения является повышение надежности устройства за счет выполнения рельефных выступов на нижней противорежущей пластине в виде удлиненного овала, что позволяет при сварке получить сварочное ядро в сечении в виде вытянутого овала. Это значительно повышает прочность соединения деталей, а следовательно, и надежность всей конструкции в целом. Кроме того, термообработку изделия выполняют только в зоне режущих поверхностей верхней или нижней противорежущих пластин, но не закаливают все изделие, как это сделано в прототипах. Это также позволяет повысить надежность работы изделия, особенно в условиях ударных нагрузок. При этом комплектование конкретного изделия осуществляют таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. Существенными признаками заявляемого устройства, совпадающими с прототипами, являются следующие признаки: 1 вариант: - верхняя противорежущая пластина; - нижняя противорежущая пластина; - кронштейн; - верхняя противорежущая пластина выполнена Н-образной формы и имеет два заостренных, изогнутых носка в передней части, перемычку и два отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге; - нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка; - кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции; - к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза; - к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были сосны; - на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости; 2 вариант: - верхняя противорежущая пластина; - нижняя противорежущая пластина; - кронштейн; - верхняя противорежущая пластина выполнена Ж-образной формы; - верхняя противорежущая пластина имеет три заостренных, изогнутых носка в передней части, перемычку и три отверстия в задней части; - переход от передней части верхней противорежущей пластины к ее задней части в районе перемычки выполнен по дуге; - нижняя противорежущая пластина выполнена Ш-образной формы и имеет три заостренных, изогнутых носка; - кронштейн выполнен Ш-образной формы; - кронштейн имеет три скругленных конца и три отверстия в перемычке; - переход от концов кронштейна к его перемычке выполнен в виде трапеции; - к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были сосны; - на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости; 3 вариант: - верхняя противорежущая пластина; - нижняя противорежущая пластина; - кронштейн; - верхняя противорежущая пластина имеет заостренный, изогнутый носок в передней части; - нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка; - кронштейн выполнен П-образной формы; - кронштейн имеет два скругленных конца и два отверстия в перемычке; - переход от концов кронштейна к его перемычке выполнен в виде трапеции; - к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн; - на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости. Отличительными от прототипов существенными признаками заявляемого устройства являются следующие признаки: 1 вариант: - на нижней противорежущей пластине в месте сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала; - сварочное ядро в сечение представляет собой вытянутый овал; - термообработка устройства выполнена, преимущественно, в зоне режущих поверхностей верхней и нижней противорежущих пластин; - режущие поверхности верхней или нижней противорежущих пластин имеют закалку; - устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот; 2 вариант: - на нижней противорежущей пластине в месте сварки с помощью штамповки выполнены шесть рельефных выступов в виде удлиненного овала; - сварочное ядро в сечение представляет собой вытянутый овал; - термообработка устройства выполнена, преимущественно, в зоне режущих поверхностей верхней и нижней противорежущих пластин; - режущие поверхности верхней или нижней противорежущих пластин имеют закалку; - устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот; 3 вариант: - верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных, изогнутых носка в передней части и перемычку; - на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала; - сварочное ядро в сечение представляет собой вытянутый овал; - режущие поверхности верхней или нижней противорежущих пластин имеют закалку; - устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. Между существенными признаками заявляемых вариантов устройства и достигаемым техническим результатам существует следующая причинно-следственная связь. Действительно, достижение указаного технического результата - повышения надежности устройства и уменьшения его стоимости - возможно только при осуществлении всех признаков, указанных в формуле изобретения. Например, выполнение нескольких рельефных выступов в виде удлиненного овала с помощью штамповки на нижней противорежущей пластине в месте сварки позволяет получить сварочное ядро, сечение которого представляет собой вытянутый овал, а не маленькое круглое пятно, как в прототипах, и значительно улучшить качество сварки, что, в конечном итоге, повышает надежность работы устройства. А закалка только режущих поверхностей верхней и нижней противорежущих пластин позволяет получить упругую конструкцию изделия и успешно противостоять ударным и вибрационным нагрузкам, которым подвергается устройство в процессе работы, в отличие от прототипов, в которых закалка всех деталей, входящих в состав изделия, приводит к тому, что при значительных ударных нагрузках, неизбежных при работе устройства, происходит разрушение «жесткой» конструкции изделия в наиболее слабых местах из-за отсутствия демпфирования ударных нагрузок. При этом выполняют термообработку только верхней или нижней противорежущих пластин, а комплектование конкретного изделия осуществляют таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот, что позволяет вдвое уменьшить число термообрабатываемых деталей и, таким образом, уменьшить стоимость изделия в целом. Исследования различных вариантов образцов пальцев фирмы Gebr. Schumacher (см. Рекламный проспект фирмы Gebr. Schumacher), проведенные заявителем, показали, что технология изготовления изделий включает: - вырубку заготовок противорежущих пластин и кронштейна; - формообразующую штамповку противорежущих пластин и кронштейна; - термическую обработку противорежущих пластин и кронштейна; - сварку противорежущих пластин и кронштейна между собой в единую конструкцию. В связи с этим эта технология выбрана в качестве прототипа как наиболее близкая по технической сути и достигаемому техническому результату в части способа для заявляемого «Способа изготовления пальца штампосварного для режущего аппарата» и включает вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин и кронштейна между собой с помощью сварки. Недостатками способа по прототипу является недостаточно высокая механическая прочность изделия из-за точечного сварочного ядра в сварных соединениях и недостаточно высокая ударная прочность изделия из-за того, что закалке подвергается все изделие, а не его отдельные участки, что, в целом, приводит к снижению надежности устройства, при этом закалка как верхней, так и нижней противорежущих пластин повышает стоимость изделия. Задачей настоящего изобретения в части способа является усовершенствование технологии изготовления пальца для режущего органа с достижением технического результата - повышения надежности работы устройства и уменьшения его стоимости. Поставленная задача выполняется тем, что в «Способе изготовления пальца штампосварного для режущего аппарата», включающем вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин и кронштейна между собой с помощью сварки, на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала, а пластины и кронштейн сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал, кроме того, выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин, причем в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. Новым в заявляемом способе является повышение надежности устройства за счет выполнения рельефных выступов на нижней противорежущей пластине в виде удлиненного овала, что позволяет при сварке получить сварочное ядро в сечении в виде вытянутого овала. Это значительно повышает прочность соединения деталей, а следовательно, и надежность всей конструкции в целом. Кроме того, термообработку изделия выполняют только в зоне режущих поверхностей верхней или нижней противорежущих пластин, но не закаливают все изделие, как это сделано в прототипе. Это также позволяет повысить надежность работы изделия, особенно в условиях ударных нагрузок. При этом комплектование конкретного изделия осуществляют таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. Существенными признаками заявляемого способа, совпадающими с прототипом, являются следующие признаки: - вырубка заготовок из металлической полосы; - формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки; - термическая обработка деталей устройства; - неподвижное соединение пластин и кронштейна между собой с помощью сварки. Отличительными от прототипа существенными признаками заявляемого способа являются следующие признаки: - на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала; - пластины и кронштейн сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал; - выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин; - в готовом устройстве закаленную нижнюю противорежущую соединяют пластину с незакаленной верхней противорежущей пластиной или наоборот. Между существенными признаками заявляемого способа и достигаемым техническим результатом существует следующая причинно-следственная связь. Действительно, достижение указаного технического результата - повышения надежности работы устройства и уменьшения его стоимости - возможно только при осуществлении всех признаков способа, указанных в формуле изобретения. Например, выполнение нескольких рельефных выступов в виде удлиненного овала с помощью штамповки на нижней противорежущей пластине в месте сварки позволяет получить сварочное ядро, сечение которого представляет собой вытянутый овал, а не маленькое круглое пятно, как в прототипе, и значительно улучшить качество сварки, что, в конечном итоге, повышает надежность работы устройства. А закалка только режущих поверхностей верхней и нижней противорежущих пластин позволяет получить упругую конструкцию изделия и успешно противостоять ударным и вибрационным нагрузкам, которым подвергается устройство в процессе работы, в отличие от прототипа, в котором закалка всех деталей, входящих в состав изделия, приводит к тому, что при значительных ударных нагрузках, неизбежных при работе устройства, происходит разрушение «жесткой» конструкции изделия в наиболее слабых местах из-за отсутствия демпфирования ударных нагрузок. При этом выполняют термообработку только верхней или нижней противорежущих пластин, а комплектование конкретного изделия осуществляют таким образом, чтобы устройство имело закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот, что позволяет вдвое уменьшить число термообрабатываемых деталей и, таким образом, уменьшить стоимость изделия в целом. Проведенный заявителем анализ уровня техники, который включает поиск по патентным и научно-техническим источникам информации, с выявлением источников, содержащих информацию об аналогах заявляемого технического решения, позволяет установить, что заявителем не выявлены аналоги, которые характеризуются всей совокупностью признаков, идентичной всем существенным признакам заявляемого устройства (варианты) и способа, указанных в формуле изобретения. Потому можно утверждать, что изобретение соответствует условию патентоспособности по критерию «новизна». Данное техническое решение имеет изобретательский уровень, т.к. по совокупности всех существенных признаков, указанных в формуле изобретения, для специалиста они явным образом не следуют из уровня техники. Кроме того, изобретение промышленно применимо, потому что заявляемые технические решения позволяют использовать его при разработке и производстве пальцев режущих аппаратов режущего органа косилок, жаток. Возможность осуществления заявляемого изобретения подтверждается нижеприведенным описанием его практической реализации и иллюстрируется чертежами. На фиг.1 показано палец двойной штампосварной, вид внизу; на фиг.2 - то же, вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 показано сечение А-А устройства, изображенного на фиг.1; на фиг.5 показано сечение В-В устройства, изображенного на фиг.2; на фиг.6 показано сечение Б-Б устройства, изображенного на фиг.1; на фиг.7 показан палец тройной штампосварной, вид внизу; на фиг.8 - то же, вид сбоку; на фиг.9 - то же, вид сверху; на фиг.10 показано сечение А-А устройства, изображенного на фиг.7; на фиг.11 показано сечение В-В, изображенного на фиг.8; на фиг.12 показано сечение Б-Б устройства, изображенного на фиг.7; на фиг.13 палец двойной направляющий штампосварной, вид внизу; на фиг.14 - то же, вид сбоку; на фиг.15 - то же, вид сверху; на фиг.16 показано сечение А-А устройства, изображенного на фиг.13; на фиг.17 показано сечение Б-Б устройства, изображенного на фиг.14. Палец двойной штампосварной 1 для режущего аппарата включает верхнюю 2 и нижнюю 3 противорежущие пластины и кронштейн 4. Верхняя противорежущая пластина (далее по тексту - ВПП) 2 выполнена Н-образной формы и имеет два заостренных, изогнутых носка 5 в передней части 6, перемычку 7 и заднюю часть 8. В задней части 8 ВПП 2 выполнены два отверстия 9, а переход 10 от передней части 6 ВПП 2 к ее задней части 8 в районе перемычки 7 выполнен по дуге. Нижняя противорежущая пластина (далее по тексту - НПП) 3 выполнена П-образной формы и имеет два заостренных, изогнутых носка 11. Кронштейн 4 выполнен П-образной формы, имеет два скругленных конца 12 и два отверстия 13 в перемычке 14, при этом переход 15 от концов 12 кронштейна 4 к его перемычке 14 выполнен в виде трапеции. К ВПП 2 в районе носков 5 приварена НПП 3 с образованием прямоугольного паза 16, а к НПП 3 приварен кронштейн 4 таким образом, чтобы центры отверстий 9 ВПП 2 и отверстий 13 кронштейна 4 были соосны. На ВПП 2 в районе дугообразного перехода 10 и на кронштейне 4 в районе трапециевидного перехода 15 выполнены штампованные ребра жесткости 17. На НПП 3 в месте сварки 18 с помощью штамповки выполнены рельефные выступы (условно не показаны), при этом сварочное ядро в сечении представляет собой вытянутый овал 19. При изготовлении заявляемого устройства термообработку его деталей выполняют преимущественно в зоне режущих поверхностей 20 ВПП 2 и режущих поверхностей 21 НПП 3, а подготовку деталей устройства к сварке осуществляют путем комплектования конкретного изделия таким образом, чтобы устройство имело закаленную НПП 3 и незакаленную ВПП 2 или наоборот, что позволяет вдвое уменьшить число термообрабатываемых деталей и, таким образом, уменьшить стоимость изделия в целом. Палец тройной штампосварной 22 для режущего аппарата используется в случае, когда число пальцев на режущем аппарате нечетное, и включает верхнюю 23 и нижнюю 24 противорежущие пластины и кронштейн 25. Верхняя противорежущая пластина (далее по тексту - ВПП) 23 выполнена Ж-образной формы и имеет три заостренных, изогнутых носка 26 в передней части 27, перемычку 28 и заднюю часть 29. В задней части 29 ВПП 23 выполнены три отверстия 30, а переход 31 от передней части 27 ВПП 23 к ее задней части 29 в районе перемычки 28 выполнен по дуге. Нижняя противорежущая пластина (далее по тексту - НПП) 24 выполнена Ш-образной формы и имеет три заостренных, изогнутых носка 32. Кронштейн 25 выполнен Ш-образной формы, имеет три скругленных конца 33 и три отверстия 34 в перемычке 35, при этом переход 36 от концов 33 кронштейна 25 к его перемычке 35 выполнен в виде трапеции. К ВПП 23 в районе носков 26 приварена НПП 24 с образованием прямоугольного паза 37, а к НПП 24 приварен кронштейн 25 таким образом, чтобы центры отверстий 30 ВПП 23 и отверстий 34 кронштейна 25 были соосны. На ВПП 23 в районе дугообразного перехода 31 и на кронштейне 25 в районе трапециевидного перехода 36 выполнены штампованные ребра жесткости 38. На НПП 24 в месте сварки 39 с помощью штамповки выполнены рельефные выступы (условно не показаны), при этом сварочное ядро в сечении представляет собой вытянутый овал 40. При изготовлении заявляемого устройства термообработку его деталей выполняют преимущественно в зоне режущих поверхностей 41 ВПП 23 и режущих поверхностей 42 НПП 24. Палец двойной штампосварной направляющий 43 применяется при комплектации режущего аппарата косилок, жаток, устанавливается в непосредственной близости от головки ножа и включает верхнюю 44 и нижнюю 45 противорежущие пластины и кронштейн 46. Верхняя противорежущая пластина (далее по тексту - ВПП) 44 выполнена П-образной формы и имеет два заостренных, изогнутых носка 47 в передней части 48 и перемычку 49. Нижняя противорежущая пластина (далее по тексту - НПП) 45 выполнена П-образной формы и имеет два заостренных, изогнутых носка 50 и перемычку 51. Кронштейн 46 выполнен П-образной формы, имеет два скругленных конца 52 и два отверстия 53 в перемычке 54, при этом переход 55 от концов 52 кронштейна 46 к его перемычке 54 выполнен в виде трапеции. К ВПП 44 в районе носков 47 приварена НПП 45 с образованием прямоугольного паза 56, а к НПП 45 приварен кронштейн 46. На кронштейне 46 в районе трапециевидного перехода 55 выполнены штампованные ребра жесткости 57. На НПП 45 в месте сварки 58 с помощью штамповки выполнены рельефные выступы (условно не показаны), при этом сварочное ядро в сечении представляет собой вытянутый овал 59. При изготовлении заявляемого устройства термообработку его деталей выполняют преимущественно в зоне режущих поверхностей 60 ВПП 44 и режущих поверхностей 61 НПП 45. ВПП 44 и НПП 45 изготавливают преимущественно из стальной полосы толщиной 5 мм, а кронштейн 46 - из стальной полосы толщиной 8 мм. Способ изготовления пальца штампосварного для режущего аппарата включает следующие технологические операции: - вырубку заготовок из металлической полосы; - формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки; - термическую обработку деталей устройства; - неподвижное соединение пластин и кронштейна между собой с помощью сварки. При этом на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала, а пластины и кронштейн сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал. Кроме того, выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин, причем в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. На основании всего вышеизложенного можно сделать вывод, что задачи, поставленные в настоящем изобретении - усовершенствование конструкции и технологии изготовления пальца для режущего органа, выполнены с достижением технического результата - повышения надежности работы устройства и уменьшения его стоимости. Формула изобретения1. Палец двойной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Н-образной формы, имеет два заостренных изогнутых носка в передней части, перемычку и два отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка, а кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были соосны, при этом на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости, отличающийся тем, что на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. 2. Палец тройной штампосварной для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина выполнена Ж-образной формы, имеет три заостренных изогнутых носка в передней части, перемычку и три отверстия в задней части, при этом переход от передней части пластины к ее задней части в районе перемычки выполнен по дуге, нижняя противорежущая пластина выполнена Ш-образной формы и имеет три заостренных изогнутых носка, а кронштейн выполнен Ш-образной формы, имеет три скругленных конца и три отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн таким образом, чтобы центры отверстий верхней противорежущей пластины и кронштейна были соосны, при этом на верхней противорежущей пластине в районе дугообразного перехода и на кронштейне в районе трапециевидного перехода выполнены штампованные ребра жесткости, отличающийся тем, что на нижней противорежущей пластине в месте сварки с помощью штамповки выполнены шесть рельефных выступов в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. 3. Палец двойной штампосварной направляющий для режущего аппарата, включающий верхнюю и нижнюю противорежущие пластины и кронштейн, причем верхняя противорежущая пластина имеет заостренный изогнутый носок в передней части, нижняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка, а кронштейн выполнен П-образной формы, имеет два скругленных конца и два отверстия в перемычке, при этом переход от концов кронштейна к его перемычке выполнен в виде трапеции, кроме того, к верхней противорежущей пластине в районе носков приварена нижняя противорежущая пластина с образованием прямоугольного паза, а к нижней противорежущей пластине приварен кронштейн, на котором в районе трапециевидного перехода выполнены штампованные ребра жесткости, отличающийся тем, что верхняя противорежущая пластина выполнена П-образной формы и имеет два заостренных изогнутых носка в передней части и перемычку, на нижней противорежущей пластине в местах сварки с помощью штамповки выполнены четыре рельефных выступа в виде удлиненного овала, при этом сварочное ядро в сечении представляет собой вытянутый овал, а режущие поверхности верхней или нижней противорежущих пластин имеют закалку, причем устройство имеет закаленную нижнюю противорежущую пластину и незакаленную верхнюю противорежущую пластину или наоборот. 4. Способ изготовления пальца штампосварного для режущего аппарата, включающий вырубку заготовок из металлической полосы, формообразование верхней и нижней противорежущих пластин и кронштейна путем штамповки, термическую обработку деталей устройства, неподвижное соединение пластин и кронштейна между собой с помощью сварки, отличающийся тем, что на нижней противорежущей пластине в местах сварки с помощью штамповки выполняют рельефные выступы в виде удлиненного овала, а пластины и кронштейн сваривают между собой с образованием сварочного ядра, сечение которого представляет собой вытянутый овал, кроме того, выполняют закалку режущих поверхностей верхней или нижней противорежущих пластин, причем в готовом устройстве закаленную нижнюю противорежущую пластину соединяют с незакаленной верхней противорежущей пластиной или наоборот. MM4A Досрочное прекращение действия патента из-за неуплаты в установленный срок пошлины за поддержание патента в силе Дата прекращения действия патента: 29.12.2012 Дата публикации: 27.10.2013 Популярные патенты: 2080765 Комбайн для уборки овощей ... При движении по убираемому участку поля подрезающие рабочие органы 1 /фиг. 1/ в виде дисков с транспортерами или квадратного вала, вращаемого в сторону элеватора, или косилки подрезает и подбирает верхний слой почвы с кустами и осыпавшимися плодами, подавая подобранную массу на элеватор 2, где происходит просев в межпрутковые пространства мелких почвенных примесей. При сходе с горизонтального участка элеватора 2 масса разделяется на два полотна. Опавшие плоды, мелкие растительные примеси и почва проваливаются в технологическую щель, организованную крайним прутком элеватора 2 и передающим барабаном 3, и подаются транспортером 4 на часть пальчиковой горки 5 с положительным углом ... 2112361 Контроллер программируемого управления поливом ... второй усилитель 18 - на счетный вход CE оперативной памяти 22. В качестве генератора единиц можно использовать кнопку с RC-цепями или любой генератор прямоугольных импульсов с периодом их следования, достаточным для слежения набора программы. Визуальное наблюдение за набором программы осуществляется по счетчику с цифровым индикатором 5, который подключен к входу усилителя 17, а сам набор - кнопкой 3, которая соединена с разрешающим входом Д1 памяти 22 для записи команд (единиц) в ячейки данной памяти. При наборе той ячейки (ячейка 2, фиг. 2 поз. 5, 22), в которую мы хотим записать первую команду (единицу), кратковременно нажимается кнопка 3 (фиг. 2, поз. 3, плюс Д1 памяти 22). В ... 2456799 Ловушка для поимки животных, обитающих в земле ... элемента 17 поворачивается вокруг второй оси 18 в третьих отверстиях 19, при этом неустойчивый элемент 17 принимает положение, перпендикулярное оси трубы 20. В случае использования сторожка 16 цилиндрического пользователь открывает дверку 38 люка 37 в трубе 20 и устанавливает один из цилиндров одним из торцов на один из торцов другого цилиндра перпендикулярно оси трубы 20 соосно со стержнем 14. Затем пользователь опускает стержень 14 торцом на свободный торец цилиндров сторожка 16. Пользователь закрывает дверку 38 люка 37 в трубе 20. Конец стержня 14, противоположный торцу, установленный на торец сторожка 16, блокирует фиксатор 6, тем самым не давая ему вращаться вокруг ... 2165701 Фунгицидная композиция и способ обработки культур для борьбы или профилактики грибковых заболеваний ... собой стабильный жидкий продукт, не требующий сгустителя и не образующий осадка при хранении, они содержат обычно 10-75% активных веществ, 0,5 - 15% ПАВ, 0,1-10% тиксотропических веществ, 0-10% соответствующих добавок, таких как: пигменты, красители, пеногасители, ингибиторы коррозии, стабилизаторы, вещества, содействующие пенетрации, и адгезивы, а также в качестве носителя содержат воду или органическую жидкость, в которой активные вещества мало растворимы или не растворимы; некоторые виды органических твердых веществ или минеральные соли могут быль растворены в носителе для устранения образования осадка или в качестве водных антигелей. Композиции согласно изобретению готовятся ... 2261588 Способ электростимуляции жизнедеятельности растений ... закаливания растений (Метод заключается в однократном намачивании семян в воде, после чего их выдерживают в течение двух суток, а затем подсушивают на воздухе до воздушно-сухого состояния) [7, стр. 129]. Для семян пшеницы дается 45% воды от их массы, для подсолнечника - 60% и т. д.). Прошедшие процесс закаливания семена не теряют своей всхожести, и из них вырастают более засухоустойчивые растения. Закаленные растения отличаются повышенной вязкостью и оводненностью цитоплазмы, имеют более интенсивный обмен веществ (дыхание, фотосинтез, активность ферментов), сохраняют на более высоком уровне синтетические реакции, отличаются повышенным содержанием рибонуклеиновой кислоты, ... |
Еще из этого раздела: 2492640 Способ выращивания рыбы в мелководных заморных озерах с применением глубокого водоема-спутника 2423036 Биоконтейнер для посадки растений 2184433 Рабочий орган щелевателя 2271096 Способ прогнозирования урожайности озимых зерновых культур в условиях засушливого климата 2141756 Способ многоуровневого культивирования растений и устройство для его осуществления 2426302 Всепогодная теплица 2051971 Способ определения биологической активности -эндотоксинов различных патотипов bacileus thuringiensis 2161402 Способ акселерационного содержания и разведения кроликов 2040152 Способ выращивания корнеплодных культур в контролируемых условиях и установка для его осуществления 2197817 Поплавок для рыболовных удочек и снастей |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
 2226583 описана режущая балка, в которой два косилочных пальца объединены в единую двухпальцевую конструкцию, и в ней один палец короче другого, при этом длинный косилочный палец возвышается своим концом над концом лезвия ножа и охватывает часть верхней поверхности лезвия ножа своей верхней частью, а косилочные пальцы находятся в нижнем районе лезвия, т.е. той части, которая лежит под косилочными лезвиями ножей, и соединены между собой перекладиной и с ее же помощью закреплены на пальцевой балке.
2226583 описана режущая балка, в которой два косилочных пальца объединены в единую двухпальцевую конструкцию, и в ней один палец короче другого, при этом длинный косилочный палец возвышается своим концом над концом лезвия ножа и охватывает часть верхней поверхности лезвия ножа своей верхней частью, а косилочные пальцы находятся в нижнем районе лезвия, т.е. той части, которая лежит под косилочными лезвиями ножей, и соединены между собой перекладиной и с ее же помощью закреплены на пальцевой балке.