Способ восстановления плужных лемеховПатент на изобретение №: 2413601 Автор: Михальченков Александр Михайлович (RU), Паршикова Людмила Александровна (RU) Патентообладатель: Михальченков Александр Михайлович (RU), Паршикова Людмила Александровна (RU) Дата публикации: 10 Марта, 2011 Начало действия патента: 7 Июля, 2009 Адрес для переписки: 243365, Брянская обл., Выгоничский р-н, с. Кокино, ул. Советская, 5, кв.27, А.М.Михальченкову Изображения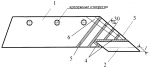 Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, а именно к способам изготовления, восстановления и упрочнения носовой части лемехов плугов сельскохозяйственной почвообрабатывающей техники. В способе осуществляют вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа. В качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза. Изобретение позволяет упростить технологию восстановления и уменьшить вероятность появления деформаций и изломов плужных лемехов с толщиной 5 Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, в частности к изготовлению, восстановлению и упрочнению плужных лемехов, работающих в условиях абразивного изнашивания, с целью продления срока их службы. Известен способ восстановления изношенного носка лемеха плуга кузнечной оттяжкой [1]. Недостатком способа является снижение прочности носка, необходимость проведения термической обработки, невозможность повторного восстановления и низкий ресурс после восстановления из-за ускоренного появления лучевидного износа в области полевого обреза. Наиболее близким техническим решением, выбранным в качестве прототипа, является способ приварки носка и лезвия и последующего их упрочнения. Изношенную геометрию лемеха удаляют путем отсекания носовой части и его прямолинейного участка на ширину 25 мм с последующей двухсторонней приваркой накладных элементов носка и лезвия. Накладной носок подвергают горячей формовке, копируя лицевую часть изношенной детали, при этом его наплавку твердым сплавом производят сверху по вогнутой поверхности на ширине 60-80 мм толщиной 2,0-2,5 мм. Данную накладку приваривают к корпусу лемеха на 24 мм ниже прямолинейного участка лезвия для обеспечения коэффициента формы. После наплавки лемех подвергают механической обработке - заточке [2]. Недостатками этого способа являются: сложность технологического процесса вследствие значительного количества операций (отрезка изношенной носовой и лезвийной частей, вырезка накладных элементов, их горячая формовка для придания вогнутости, приварка с соблюдением размерного фактора, наплавка на носовую часть твердого сплава, заточка); склонность к появлению деформаций и изломов, особенно возрастающая при уменьшении толщины лемеха до 5...6 мм; низкий ресурс вследствие ускоренного образования лучевидного износа. Техническим результатом изобретения является упрощение технологии восстановления, уменьшение вероятности появления деформаций и изломов, возможность восстановления лемехов с толщиной 5 Указанный технический результат достигается тем, что осуществляют вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа, при этом в качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза. Вырезка пластин производится из вторичного сырья, например из выбракованных деталей в форме полосы, прошедших упрочняющую обработку. Тогда толщина пластины соответствует толщине этой детали, но не более 6 мм. Технологический процесс сводится к четырем операциям: вырезка накладных элементов, заточка, приваривание, наплавочное армирование. Применение данного метода приводит к увеличению жесткости носка, что, в свою очередь, снижает вероятность деформации носовой части лемеха в процессе работы и дает возможность восстанавливать детали с толщиной 5 Предлагаемый способ дает возможность исключить операции отрезки лезвийной и носовой частей, горячей формовки накладного элемента, наплавки твердого сплава, последующей механической обработки. Кроме того, способ исключает строгое соблюдение размерного фактора при приваривании дополнительного элемента и предполагает проведение наплавочного армирования в зоне ожидаемого износа. Таким образом, заявленный способ соответствует критерию изобретения «существенные отличия». На чертеже представлен лемех, восстановленный по описанной выше новой методике, где 1 - рабочая поверхность лемеха; 2 - приваренная стальная пластина; 3 - полевой обрез; 4 - сварные швы; 5 - армирующие валики; 6 - область лучевидного износа. Осуществление заявленного способа поясняется на примере восстановления работоспособности изношенных плужных лемехов марки П-702. К рабочей поверхности (1) передней части плужного лемеха сварочными электродами диаметром 4 мм марки Э46-МГ-ЭПС-4,4-УО с силой тока 140-160А приваривается стальная пластина (2) таким образом, чтобы ее передний край был совмещен с контуром полевого обреза (3). Вырезка пластины осуществляется из вторичного сырья - рессор автомобилей и телег, утративших упругие свойства, однако сохранивших значительную твердость, которая способствует повышению абразивной износостойкости. Сварные швы (4) накладываются в местах стыка и вдоль полевого обреза. Ширина выступающей нижней части (1) должна соответствовать ширине долота стандартного лемеха. Общая ширина дополнительного элемента определяется величиной износа либо шириной применяемой рессоры. Из практического опыта известно, что меньшая общая ширина обеспечивает сравнительно лучшее заглубление лемеха и снижает тяговое сопротивление агрегата. Длина пластины лимитируется величиной и формой износа носка лемеха. Наплавочное армирование (5) в области лучевидного износа (6) производится той же маркой электрода и с теми же параметрами режима. Расстояние между армирующими валиками составляет 30 мм. Полевые испытания показали обеспечение ресурса у восстановленных лемехов не менее 100% от деталей в заводском исполнении. Деформации и изломы составили не более 7 Источники информации 1. Пучин Е.А., Новиков B.C., Очковский Н.А. и др. Технология ремонта машин. Под ред. Е.А.Пучина. - М.: «КолосС», 2007. - 488 с.: ил. 2. Патент Формула изобретения1. Способ восстановления и упрочнения носовой части плужного лемеха, включающий вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа, отличающийся тем, что в качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза. 2. Способ по п.1, отличающийся тем, что в качестве вторичного сырья с повышенной твердостью используют рессоры автомобилей и телег для изготовления из них упрочненных полос. Популярные патенты: 2489835 Гнездовой высевающий аппарат для посева проросших семян овощных культур ... содержащий корпус с планкой, расположенный в верхней части семенного ящика, в котором вертикально размещен диск с ячейками по форме семян высеваемой культуры, каждая ячейка выполнена в виде ложечки и имеет отверстие и захват высотой 0,7 0,8 толщины высеваемого семени и находится на державках, установленных на осях с пружиной и упором, державки установлены на осях под углом =4 8° к линии радиуса диска, отверстие ложечек выполнено диаметром 3 4 мм и предназначено для выпуска воды, на корпусе установлен уловитель, нижняя часть которого является высевным окном (RU, патент на изобретение 2373678, МПК51 А01С 7/16).Недостатком данного высевающего аппарата является ... 2215407 Способ создания исходного материала для селекции растений ... популяциях свидетельствует о полиплоидной рекомбинации генома без привлечения генетического материала извне. Анализ табл. 1 свидетельствует о наличии полиморфизма по обнаруженным рекомбинированным признакам полиплоидных (4n=80) форм сои. Так, при рекомбинации признака, контролирующего формирование тройчатого сложного листа диплоидного сорта и базовой полиплоидной формы у полиплоидных рекомбинантов, количество составляющих сложный лист листовых пластинок варьировало от пяти листочков (очень редко встречающейся формы) до однолисточковой формы, полностью отсутствующей в естественном генофонде вида. Выявлен полиморфизм у рекомбинантов по форме верхушки листа, варьирующей от ... 2453090 Способ минимальной обработки почвы ... 30-35 га за смену.После дискования осуществляют культивацию под углом 30-40° относительно направления работы дискатора. Культивацию ведут культиватором КПИР-7,2, который представляет собой культиватор-плоскорез игольчато-роторный с шириной захвата 7,2 м. Можно также использовать КПИР-3,6. Глубина обработки: 6-7 см. На жестко закрепленных стойках культиваторов закреплены лапы-плоскорезы шириной захвата 40 см и перекрытием лап 2,5 см. Лапы регулируются горизонтально к почве и работают на заданной глубине (6-7 см). Все это дает возможность срезать корни сорных растений на 100%.Сорные растения с подрезанными лапой-плоскорезом культиватора корнями с комочками почвы выкидываются ... 2420945 Гидравлическая система сельхозмашины ... уровня 13 поверхности земли генерируют сигналы AS расстояния, передаваемые на устройство 53 управления, связанное со щупами 50. В зависимости от профиля 13 поверхности земли устройство 53 управления генерирует сигналы Y, Z, которые передаются на клапаны 37, 38 управления, так что жатвенный аппарат 4 ведется с копированием поверхности земли. По сравнению с другими потребителями 22, 26 устройство 15 копирования поверхности земли действует в режиме быстрых циклов срабатывания.Соединенные с напорной гидролинией 29 потребители 6, 10, 24, 26 рассчитаны на диапазон давления, примерно соответствующий постоянному давлению D регулировочного насоса 32. Потребители, рассчитанные ... 2502793 Масло, семена и растения подсолнечника с модифицированным распределением жирных кислот в молекуле триацилглицерина ... и маслах(Alvarez-Ortega и др. 1997; Chow 1992; Gunstone и др. 1994) Жир или маслоКомпозиция жирных кислот (%) 12:014:0 16:016:118:0 18:118:2 транснасыщ. в sn-2 лярд 225 312 45101 79сливочное масло 121026 21228 3384 пальмовое 145 539 9 18 оливковое 141 371 10 2 какао 26 3535 3 4 подсолнечное 7 530 57 1 подсолнечное с высоким содержанием олеиновой кислоты (НО) 5 488 2 1 Для получения многих пищевых продуктов пищевой промышленности необходимы искусственные или твердые жиры (такие как животные жиры) с хорошей стабильностью. Для хлебопекарных изделий, кондитерских изделий и, конечно, для маргарина и паштетов требуется твердый жир, в то ... |
Еще из этого раздела: 2027346 Лесозаготовительная машина 2167648 Средство для защиты от укусов кровососущих насекомых (варианты) и способ его получения 2475025 Средство для обработки семян зерновых и зернобобовых культур, пораженных фузариозом 2304875 Способ активации воды для полива при выращивании растений и устройство для его осуществления 2163071 Способ определения потенциальной соленостной толерантности водных беспозвоночных 2048055 Устройство для отрезания и погрузки сенажа и силоса 2127038 Лесозаготовительная машина 2091023 Способ защиты растений от заболеваний, вызванных нематодами 2405306 Способ определения содержания крахмала по содержанию глюкозы с учетом индивидуального коэффициента пересчета в растительном материале 2181542 Способ хранения эритроцитов в условиях охлаждения при отсутствии кислорода (варианты) |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||
 6 мм. 1 з.п. ф-лы, 1 ил.
6 мм. 1 з.п. ф-лы, 1 ил. 
 2125507, кл. В23Р 6/00, 1999.
2125507, кл. В23Р 6/00, 1999.