Способ изготовления почвообрабатывающей лапы (варианты)Патент на изобретение №: 2397849 Автор: Иванайский Виктор Васильевич (RU), Кривочуров Николай Тихонович (RU), Балаганский Алексей Юрьевич (RU), Шайхудинов Александр Сергеевич (RU), Бедарев Михаил Викторович (RU) Патентообладатель: Иванайский Виктор Васильевич (RU) Дата публикации: 27 Августа, 2010 Начало действия патента: 23 Марта, 2009 Адрес для переписки: 656050, г.Барнаул, ул. Г. Исакова, 174, кв.4, В.В.Иванайскому Изображения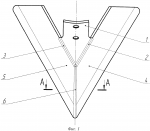 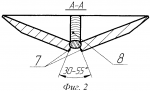 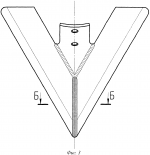 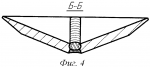 Способ может быть использован для изготовления стрельчатых лап почвообрабатывающих орудий. При изготовлении сварной лапы сварку крыльев осуществляют с образованием со стороны, противоположной сварному шву V-образной кромки, длиной 30-70 мм, с углом раскрытия 30-55° и заполняют ее наплавочной шихтой. В штампованной лапе по оси симметрии на внешней стороне носовой части выполняют U-образную канавку, длиной 15-30 мм, и насыпают в нее наплавочную шихту. Производят индукционную наплавку с одновременным нагревом крыльев лапы под закалку из условия повышения твердости наплавляемого металла на 2-8 единиц по НRCэ по сравнению с основным металлом. Способ обеспечивает повышение износоустойчивости носовой части стрельчатой лапы и снижение ее тягового сопротивления в почве. 2 н.п. ф-лы, 7 ил., 4 табл. Изобретение относится к сельскохозяйственному машиностроению, в частности к режущим рабочим органам для обработки почвы. Известен способ изготовления режущего рабочего органа, где для уменьшения износа носовую часть специально утолщают (А.с. 1403122). Наиболее близким по своей технической сущности для первого варианта является способ изготовления почвообрабатывающей лапы, описанный в RU 2309830 С2, 10.11.2007, включающий сварку ее крыльев и хвостовика, закалку и упрочнение носовой части наплавкой. Наиболее близким по своей технической сущности для второго варианта является способ изготовления почвообрабатывающей лапы RU 2309987 С2, 10.02.2007, включающий ее штамповку, закалку и упрочнение носовой части наплавкой. Основным недостатком лап, выполненных по вышеуказанным способам, является то, что их носовая часть по отношению к крыльям изнашивается в 2-3 раза быстрее, поэтому выбраковка происходит из-за носка несмотря на то, что оставшаяся часть, (крылья) еще работоспособна. Поэтому в некоторых случаях (для штампованной лапы) производят утолщение носовой части, а при сварной лапе осуществляют усиление сварного шва, в результате чего, как следствие, происходит увеличение тягового усилия до 10%. Задачей настоящего изобретения является повышение износоустойчивости носовой части стрельчатой лапы и снижение ее тягового сопротивления в почве. Настоящая задача решается тем, что по первому варианту в способе изготовления почвообрабатывающей лапы, включающем сварку ее крыльев и хвостовика, закалку и упрочнение носовой части наплавкой, сварку крыльев осуществляют с образованием со стороны, противоположной сварному шву V-образной кромки, длиной 30-70 мм с углом раскрытия в 30-55°, заполняют ее наплавочной шихтой и осуществляют ее индукционную наплавку с одновременным нагревом крыльев лапы под закалку из условия повышения твердости наплавленного металла на 2-8 единиц по HRСэ по сравнению с основным металлом. По второму варианту в способе изготовления почвообрабатывающей лапы, включающем ее штамповку, закалку и упрочнение носовой части наплавкой, перед наплавкой, по оси симметрии лапы, на внешней стороне носовой части выполняют U-образную канавку, длиной 15-30 мм, заполняют ее наплавочной шихтой и осуществляют ее индукционную наплавку с одновременным нагревом крыльев лапы под закалку из условия повышения твердости наплавленного металла на 2-8 единиц по НRСэ по сравнению с основным металлом. Техническим результатом изобретения является уменьшение тягового усилия и повышение износоустойчивости носовой части стрельчатых (полольных) лап путем индукционной наплавки твердого сплава в V- или U-образную разделку кромок в носовой части лапы с одновременным нагревом под закалку оставшихся частей лапы. Сущность предлагаемого изобретения заключается в том, что в V- и U-образную кромку или канавку длиной 15-70 мм, изготовленную сваркой или штамповкой стрельчатую (полольную) лапу, наплавляют твердый сплав по твердости больше упрочняемого металла на 2-8 единиц по НRС э, что обеспечивает эффект самозатачиваемости рабочего органа. В процессе эксплуатации носок лапы имеет остроконечную форму (в виде «копья»). Тем самым снижается тяговое усилие по сравнению с существующими рабочими органами. Наплавленный твердый сплав в носке лапы увеличивает износоустойчивость носка. На фиг.1 дана схема почвообрабатывающей лапы с разделкой кромок носовой части. На фиг.2 разрез носовой кромки почвообрабатывающей лапы по А-А. На фиг.3 представлена схема наплавленного слоя твердого сплава сварной лапы. На фиг.4 разрез носовой кромки сварной лапы по Б-Б. На фиг.5 приведена схема наплавленного слоя твердого сплава штампованной лапы. На фиг.6 разрез носовой кромки штампованной лапы по В-В. На фиг.7 макроструктура наплавленного слоя твердого сплава. Стрельчатая лапа (фиг.1) содержит хвостовик 1, соединенный сварными швами 2 и 3 с крыльями 4 и 5. Крылья между собой соединяются сварным швом 8 снизу, а сверху насыпается наплавочная шихта 6 в разделку кромки 7, образующуюся в результате сварки между собой под углом 30-35° в соответствии с геометрической формой лапы. После этого ее помещают в индуктор, где производится одновременно наплавка твердого сплава в носовой части изделия и нагрев под закалку крыльев стрельчатой лапы. Затем лапу помещают в закалочную жидкость для осуществления процесса закалки с последующим низким отпуском 250-300°С в течение 2-х часов. Пример конкретного выполнения 1. Подготовили 6 сварных лап из стали 50Х1'А. В месте соединения крыльев сверху V-образную кромку с углом раскрытия варьировали от 30° до 55°, а ее длину от 30 до 70 мм (в зависимости от длины нижнего шва носовой части лапы). Специальным дозирующим устройством насыпали наплавочную шихту, состоящую из 85% твердого сплава ПС-14-60 и флюса 15%. Затем лапу поместили в двухвитковый индуктор, один из витков расплавлял шихту, а другой осуществлял нагрев крыльев лапы под закалку. Наплавка и закалка осуществлялась с использованием высокочастотного генератора ВЧГ3-160/0,66, где процессы нагрева и плавления осуществлялись одновременно. После расплавления шихты и достижения крыльев лапы закалочных температур генератор выключался, а упрочняемое изделие переносилось в ванну с закалочной жидкостью (маслом). Результаты определения твердости после закалки приведены в таблице I, а после отпуска - в таблице 2. Таблица I Твердость лапы после закалки (масло) Номер опыта Твердость, HRC, Наплавленный слой Основной металл Сварочный шов* 155 5030 2 5749 283 54 5126 4 5652 285 55 4728 6 5448 27 * Сварочная проволока Св-08Г2С Таблица 2. Твердость лапы после отпуска 250±10°С (3 часа) Номер опыта Твердость, HRC, Наплавленный слой Основной металл Сварочный шов 152 4830 2 5247 283 52 5027 4 5149 265 52 4530 6 5140 28Лабораторные и полевые испытания стрельчатой лапы СЗС-2.1 с упрочнением носовой части твердым сплавом показали, что их износоустойчивость увеличилась в 2-3 раза, улучшилась механика обработки почвы, снизилось тяговое усилие за счет отсутствия сварного шва вдоль носовой част лапы и повысился эффект самозатачиваемости наиболее нагруженной части рабочего органа. Длина наплавленного слоя 30-70 мм определяется длиной носовой части стрельчатой лапы и шириной упрочняемой части лезвия. Угол раскрытия определяется типом лапы и толщиной металла крыльев и составляет 30-55°. При различии в твердости наплавленного слоя и основного металла режущей кромки меньше 2-х единиц HRC эффект самозатачиваемости носка лапы не наблюдается, он приобретает овальную форму и тем самым увеличивает тяговое усилие. В случае если различие в твердости более 8 HRC, происходит неравномерный износ носка лапы и создаются условия, при которых он обламывается, тем самым увеличивая на некоторое время тяговое сопротивление. Пример 2. Подготовили 6 сварных лап из стали 50Х1'А. В месте схождения крыльев сверху выполнили U-образную канавку на длину от 15 до 30 мм (в зависимости от размера лапы). Специальным дозирующим устройством насыпали наплавочную шихту, состоящую из 85% твердого сплава ПС-14-60 и флюса 15%. Затем лапу поместили в двухвитковый индуктор, один из витков расплавлял шихту, а другой осуществлял нагрев крыльев лапы под закалку. Результаты замеров твердости после закалки представлены в табл.3. Таблица 3 Твердость лапы после закалки (масло) Номер опыта Твердость, HRC Наплавленный слой Основной металл 156 522 55 493 56 514 55 535 55 486 52 49 Таблица 4 Твердость лапы после отпуска 250±10°С (3 часа) Номер опыта Твердость, HRC Наплавленный слой Основной металл 154 482 55 473 52 494 52 495 53 476 51 48Износоустойчивость лапы после упрочнения ее носовой части увеличилась более чем в два раза. Формула изобретения1. Способ изготовления почвообрабатывающей лапы, включающий сварку ее крыльев и хвостовика, закалку и упрочнение носовой части наплавкой, отличающийся тем, что сварку крыльев осуществляют с образованием со стороны, противоположной сварному шву, V-образной кромки длиной 30-70 мм с углом раскрытия 30-55°, заполняют ее наплавочной шихтой и осуществляют ее индукционную наплавку с одновременным нагревом крыльев лапы под закалку из условия повышения твердости наплавленного металла на 2-8 единиц по HRC э по сравнению с основным металлом. 2. Способ изготовления почвообрабатывающей лапы, включающий ее штамповку, закалку и упрочнение носовой части наплавкой, отличающийся тем, что перед наплавкой по оси симметрии лапы на внешней стороне носовой части выполняют U-образную канавку длиной 15-30 мм, заполняют ее наплавочной шихтой и осуществляют ее индукционную наплавку с одновременным нагревом крыльев лапы под закалку из условия повышения твердости наплавленного металла на 2-8 единиц по HRCэ по сравнению с основным металлом. Популярные патенты: 2294617 Устройство для отрезания и погрузки силоса и сенажа ... 3 помещены в продольные пазы 13 горизонтальной балки 2, торцевые стороны 14 которых выполнены закругленными. Зубья 3 между собой соединены шарнирно-рычажным механизмом 15. Центральный зуб 16 жестко закреплен на балке 2, а остальные - с возможностью перемещения в пазах 13 балки 2. Центральные звенья 17 и 18 шарнирно-рычажного механизма 15 в верхней части устанавливаются на ось 19 и фиксируются гайкой 20 от осевого перемещения, образуя шарнирное соединение. Ось 19 выполнена ступенчатой и имеет буртики 21 и 22. В ползуне 23 выполнено отверстие 24, куда помещена ось 19 центральных звеньев шарнирно-рычажного механизма 15 и закреплена гайкой 25 с шайбой 26. Во втулках 27 и 28 ползуна 23 ... 2138949 Комбинированный препарат для борьбы с таежными и лесными клещами, способ борьбы и аттрактант ... пентадекановой, гексадекановой и октадекановой кислот или их смеси. 2. Способ борьбы с таежными и лесными клещами путем обработки мест их обитания комбинированным препаратом, содержащим акарицид и аттрактант, отличающийся тем, что в места обитания клещей вносят комбинированный препарат по п.1 в количестве, достаточном для уничтожения клещей. 3. Применение алкиловых эфиров монокарбоновых жирных кислот, выбранных из группы, включающей следующие соединения: метиловые эфиры 11-метилтридекановой, 4-метилтридекановой, 2-метилтетрадекановой, 10-метилтетрадекановой и 13-метилтетрадекановой кислот, а также метиловые, этиловые, пропиловые и бутиловые эфиры декановой, ундекановой, ... 2199860 Способ увеличения устойчивости подсолнечника к действию гербицида ... с растениями подвергают обработке опрыскиванием водной дисперсией БЭ 2,4-Д в количестве 20 г/га при норме расхода раствора 500 л/га. Через 5 сут делянки подвергают опрыскиванию водным раствором ТХЭТ концентрации 0,1 мас. %, при норме расхода раствора 500 л/га. По достижению полной спелости корзинок их срезают, обмолачивают и по количеству намолоченных семян методом взвешивания определяют урожайность (см. табл.2). Уменьшение урожайности семян подсолнечника в опытных вариантах в сравнении с контролем (Уум.) в % определяют по формуле Уум.=(K-O/К)100, где К и О - урожайность в контроле и опытных вариантах соответственно. Примеры 4-7 выполняют аналогичным образом. Для сравнения в ... 2415552 Питатель молотилки зерноуборочного комбайна ... от оси вращения приводного вала, имеющего в сечении форму правильного многоугольника. На фиг.3 - место А на фиг.1, обмолачивающе-транспортирующий элемент на диске первого битера наклонной камеры. На фиг.4 - сечение Д-Д на фиг.1, поперечно-вертикальное сечение второго битера наклонной камеры в виде эксцентрично установленных плоских дисков с обмолачивающе-транспортирующим элементом на периферийном участке от оси вращения приводного вала, имеющим зигзагообразную форму.На фиг.5 - место Б на фиг.1, обмолачивающе-транспортирующий элемент зигзагообразной формы на диске второго битера наклонной камеры.На фиг.6 - сечение Е-Е на фигк.1, поперечно-вертикальное сечение третьего битера ... 2054235 Лесопосадочная машина ... упором 24 и раскрывается. Двуплечий рычаг 7 нажимает на верхний конечный выключатель 22, вследствие чего поступает импульс на гидрораспределитель и гидроцилиндр 5 отключается. Корытообразный лоток 13 занимает исходное горизонтальное положение и вместе с захватом 14 готов для приема очередного саженца. Затем цикл работы лесопосадочной машины повторяется. При необходимости переключение гидроцилиндра осуществляется не конечными выключателями и реле времени, а оператором с помощью кнопок управления. ФОРМУЛА ИЗОБРЕТЕНИЯ ЛЕСОПОСАДОЧНАЯ МАШИНА, содержащая раму, поворотный относительно рамы поводок, шарнирно закрепленный на поводке захватно-высаживающий механизм с двуплечим рычагом и ... |
Еще из этого раздела: 2404581 Способ изготовления муляжей анатомических препаратов полых и трубчатых органов 2400069 Способ защиты материалов от микробного разрушения 2303347 Способ ведения виноградных кустов 2384048 Способ испытания травяного покрова на пойме малой реки 2064741 Устройство для обработки почвы 2195102 Устройство для отделения грунта и земли от корней и корневищ солодки в качестве лакричного сырья 2239993 Устройство для комбинированного охлаждения сельскохозяйственной продукции естественным и искусственным холодом 2099929 Почвенная растительная смесь для культурных газонов и способ их создания 2496309 Зубчатое устройство для вычесывания домашних животных с механизмом выброса шерсти 2384038 Устройство для посадки сеянцев, выращенных в контейнерах |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||