Лемех и способ его изготовленияПатент на изобретение №: 2138143 Автор: Кочетков Н.Я., Дальниковский А.В., Нанаев В.А., Кондаков В.А., Нанаев Н.А., Рогозников П.А. Патентообладатель: Открытое акционерное общество "Луховицкая сельхозтехника" Дата публикации: 27 Сентября, 1999 Начало действия патента: 17 Июня, 1998 Адрес для переписки: 115569, Москва, ул.Шипиловская 5, кв.182, Брик О.И. Изображения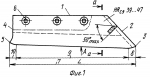 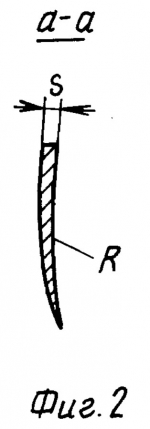   Изобретение предназначено для производства лемехов почвообрабатывающих рабочих органов и может быть использовано в сельскохозяйственном машиностроении. Лемех имеет режущую кромку, которая выполнена из трех участков. Передний и задний участки выполнены криволинейными, а средний - прямолинейным и расположен под углом к спинке лемеха. Передний и задний участки выполнены с переменной толщиной лезвия. Способ изготовления лемеха позволяет использовать стандартный листовой или полосовой прокат постоянной толщины. При этом осуществляют раскрой материала на заготовки, пробивку и зенкерование крепежных отверстий, местный нагрев заготовки в зоне формирования лезвия и полевого обреза, прокатку лезвия, гибку профиля лемеха и конечную термообработку лемеха с использованием ковочного тепла. Такое конструктивное выполнение и технология обеспечат повышение надежности лемеха в эксплуатации, снижение себестоимости лемеха и упрощение технологии его изготовления. 2 c. и 1 з.п. ф-лы, 10 ил. , , , , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУИзобретение относится к почвообрабатывающим рабочим органам, а именно к лемехам, а также может быть использовано при производстве лемехов. Известен лемех трапециевидной формы, содержащий режущую кромку, носок, полевой и бороздной обрезы и спинку, а также крепежные отверстия, расположенные параллельно спинке лемеха, см. патент РФ N 2027331, 1992 г., кл. A 01 B 15/02. Однако конструкция такого лемеха ненадежна в эксплуатации, т.к. в передней части лемеха во время его заглубления создаются значительные напряжения изгиба, вызывающие поломку острого носка лемеха. В этом же техническом решении описан способ изготовления лемеха, заключающийся в формировании лемешной полосы с переменным сечением по ширине и утолщением на тыльной стороне лемеха и вырубке из нее лемеха по наружному контуру, при этом спинка расположена под углом к режущей кромке лезвия, а ось крепежных отверстий параллельна спинке лемеха. Однако при наличии утолщения постоянного сечения по всей длине лемеха от носка до пятки увеличивается материалоемкость конструкции, хотя износ интенсивнее в носовой части полевого обреза. Кроме того изготовление такого лемеха предполагает применение дорогостоящего специального проката со сплошным утолщением по всей длине заготовок. Известно техническое решение по а. с. N 1711692, 1989 г., кл. A 01 B 15/04, являющееся наиболее близким техническим решением по конструктивному выполнению лемеха. Известный плужный лемех содержит режущую кромку, состоящую из двух частей: носовой прямолинейной и задней прямолинейной, расположенной под углом к спинке. Однако такая конструкция лемеха вызывает повышенное сопротивление при перемещении лемеха из-за наличия переднего носового участка, расположенного поперек траектории движения плуга, а способ изготовления его требует малопроизводительных операций по механической обработке со снятием стружки. Технической задачей настоящего изобретения является повышение надежности лемеха в эксплуатации, снижение себестоимости лемеха и упрощение технологии его изготовления. Поставленная задача достигается тем, что в лемехе режущая кромка выполнена из переднего, среднего и заднего участков, причем передний и задний участки выполнены криволинейными с переменной толщиной лезвия, а средний участок, длина которого составляет 0,7 - 0,85 от общей длины режущей кромки лезвия, выполнен прямолинейным, и расположен под углом к спинке, причем высота передней части среднего участка больше высоты задней части среднего участка, бороздной обрез выполнен по кривой, при этом носок расположен выше пятки, а режущая кромка лезвия передней части выполнена в виде половины дуги сегмента окружности с радиусом, равным 0,05 - 0,15 от общей длины режущей кромки, и высотой сегмента 0,1 - 0,15 от радиуса окружности, а толщина лезвия переднего и заднего участков у носка и пятки имеет 0,3 - 0,4 от толщины спинки и 0,10 - 0,2 от толщины спинки в местах перехода переднего и заднего участков в средний участок режущей кромки. Длина режущей кромки переднего участка больше длины режущей кромки заднего участка. Что касается способа изготовления лемеха, то поставленная задача достигается тем, что производят раскрой материала на заготовки, отрезают заготовку по ширине и длине лемеха, пробивают и зенкеруют квадратные отверстия, а затем производят местный нагрев заготовки в зоне формирования лезвия и полевого обреза до ковочной температуры, прокатывают режущую кромку лезвия, обрезают полевой обрез, производят поперечную гибку профиля и в конце термообрабатывают с использованием ковочного тепла. На фиг. 1 представлен предлагаемый лемех; на фиг. 2 - сечение А-А фиг.1; на фиг. 3 - вид по стрелке А фиг.1; на фиг. 4-10 - последовательность проведения операций по изготовлению лемеха. Лемех содержит спинку 1, полевой обрез 2, носок 3, бороздной обрез 4, пятку 5, крепежные отверстия 6. Режущая кромка 7 лезвия выполнена из трех участков. Передний 8 участок выполнен в виде половины дуги сегмента окружности с радиусом, равным 0,05...0,15 от общей длины режущей кромки и высотой сегмента 0,1...0,15 от радиуса окружности. Средний участок 9 режущей кромки выполнен прямолинейным, длина среднего участка составляет 0,7...0,85 от общей длины режущей кромки лезвия. Средний участок 9 расположен под углом к спинке, причем высота передней части среднего участка больше высоты задней части среднего участка. Толщина переднего 8 и заднего 10 участков режущей кромки лезвия выполнена переменной по толщине. Так толщина лезвия у носка 3 и пятки 5 составляет 0,3...0,4 от толщины спинки и уменьшается до 0,10... 0,20 от толщины спинки в местах перехода переднего 8 и заднего 10 участков в средний 9 участок. Бороздной обрез 4 выполнен по кривой. В лемехе носок 3 находится выше пятки 5. Задний 10 участок режущей кромки лезвия также выполнен по кривой. Длина режущей кромки переднего участка 8 больше длины режущей кромки заднего участка 10. Лемех посредством крепежных отверстий устанавливается на стойку-башмак корпуса плуга (не показан). Процесс резания почвы предложенным лемехом осуществляется обычным способом. Первым в почву внедряется носок 3, затем передний участок 8 режущей кромки и часть полевого обреза 2. Криволинейность выполнения переднего участка и полевого обреза обеспечивает заглубление лемеха, а за счет криволинейности носовой части уменьшается напряжение изгиба, что снижает появление критических нагрузок, вызывающих поломку носовой части лемеха. Способ изготовления лемеха заключается в следующем. При наличии листового материала из него формируют полосу, а при наличии полосового материала берут полосу. Из полученной или имеющейся полосы отрезают заготовки по длине и ширине лемеха. За счет рационального раскроя листа образуется минимум отходов. Для заготовок используют стандартный прокат постоянной толщины. В заготовках параллельно спинке лемеха пробивают квадратные отверстия, затем зенкуют их. Данные операции производят на универсальном оборудовании - листовых ножницах, прессах и сверлильных станках. Полученную заготовку с отверстиями подвергают местному нагреву до ковочной температуры в зоне режущей кромки и будущего полевого обреза. Данную операцию производят на универсальных индукционных нагревательных установках. На полученной таким образом заготовке производят формирование лезвия с использованием универсальных ковочных вальцов соответствующего типоразмера. После проведенных операций производят обрезку полевого обреза и гибку профиля лезвия также на универсальных прессах. Полученный лемех подвергают закалке с использованием ковочного тепла, а затем проводят отпуск. Предложенный способ производства лемеха обеспечивает сокращение на 50 - 70% затрат на приобретение дорогостоящего специального проката, т.к. позволяет использовать более дешевый стандартный листовой прокат постоянной толщины. Способ формообразования режущей кромки лезвия путем производительного универсального кузнечно-прессового оборудования повышает производительность производства лемехов. Таким образом, предложенная геометрия лемеха повышает его эксплуатационную надежность, а способ его изготовления значительно сокращает затраты на производство лемехов, так как используется более дешевый прокат и универсальное оборудование, ликвидируется операция со снятием стружки при формировании режущей кромки лемеха. Изготовлена промышленная партия новых лемехов и проведены производственные испытания в полевых условиях Подмосковья, показавшие положительные результаты.ФОРМУЛА ИЗОБРЕТЕНИЯ1. Лемех, содержащий полевой и бороздной обрезы, спинку и режущую кромку лезвия, носок, пятку и крепежные отверстия, отличающийся тем, что режущая кромка выполнена из переднего, среднего и заднего участков, передний и задний участки выполнены криволинейными с переменной толщиной лезвия, а средний участок, длина которого составляет 0,7-0,85 длины режущей кромки лезвия, выполнен прямолинейным и расположен под углом к спинке, причем высота передней части среднего участка больше высоты задней части среднего участка, бороздной обрез выполнен по кривой, при этом носок расположен выше пятки, а длина режущей кромки переднего участка больше длины режущей кромки заднего участка. 2. Лемех по п.1, отличающийся тем, что режущая кромка лезвия передней части выполнена в виде половины дуги сегмента окружности с радиусом, равным 0,05-0,15 общей длины режущей кромки, и высотой сегмента 0,1-0,15 радиуса окружности, а толщина лезвия переднего и заднего участков у носка и пятки имеет 0,3-0,4 толщины спинки в местах перехода переднего и заднего участков в средний участок режущей кромки. 3. Способ изготовления лемеха, заключающийся в формировании его из стандартного листового или полосового проката постоянной толщины, отличающийся тем, что производят раскрой материала на заготовки, отрезают заготовку по ширине и длине лемеха, пробивают и зенкеруют квадратные отверстия, а затем производят местный нагрев заготовки в зоне формирования лезвия и полевого обреза до ковочной температуры, прокатывают режущую кромку лезвия, обрезают полевой обрез, производят поперечную гибку профиля и в конце термообрабатывают с использованием ковочного тепла.Популярные патенты: 2310308 Способ определения выполненности семян сельскохозяйственных культур и устройство для его осуществления ... проекции поперечного сечения семян. Проекцию поперечного сечения, по площади равной площади окружности, получают использованием проекционного аппарата. Семена в последнем располагают так, что продольная ось их параллельна главной оптической оси системы, а плоскость поперечного сечения расположена между главным фокусом объектива и точкой, находящейся на дистанции двух фокусных расстояний от него. Увеличенное изображение семян проецируется на светопроницаемый матовый экран, на котором прорисована окружность заданного диаметра. Равенство площадей окружности и проекции обеспечивают изменением масштаба последней.Поставленная задача решается также благодаря тому, что устройство для ... 2256318 Инъектор для капельного орошения ... в котором с целью повышения равномерности полива устройство снабжено дополнительным поплавковым регулирующим элементом, расположенным внутри основного и имеющим Т-образное сквозное отверстие и телескопический патрубок, соединяющий упомянутое отверстие с выходным отверстием корпуса (SU, авторское свидетельство №782766, М.кл.3 А 01 G 25/02. Устройство для капельного орошения / В.Ф.Дмитриев (СССР). - Заявка №2765876/30-15; Заявлено 15.05.1979; Опубликовано 30.11.1980, Бюл. №44 // Открытия. Изобретения. - №44).К недостаткам этого устройства, принятого нами в качестве наиближайшего аналога, относятся сложность конструкции и низкая эксплуатационная надежность. Несмотря на то что оно ... 2145478 Гранулированное либо пеллетированное средство для защиты растений, способ его получения и способ борьбы с грибами ... ... 2062564 Способ оценки устойчивости растений к засухе северного и южного типа на ранних этапах онтогенеза ... (табл.1,2,3,4) Работы, использованные в процессе подготовки заявки 1. Калоша О.И. Шматько И.Г. Полтарев Е.И.//Унифицированные методы оценки селекционного материала на зимостойкость и засухоустойчивость.- Киев:ИФР АН УССР, 1976. 30с. 2. Атимошоае М. В. Мустяуа Н.В. А.С.N 1292680 СССР. Способ определения засухоустойчивости пшеницы. Институт физиологии и биохимии растений АН Молдавии, опубл. 28.02.87, Бюлл. N 8. 3. Игнатьев Л.А. А.С. N 1494878 СССР, МКИ4 АО1G7/00 "Способ оценки засухоустойчивости яровой пшеницы". Институт почвоведения и агрохимии СО АН СССР N 427-2555/30-13: Заявл. 10.04.87, опубл. 23.07.89, бюлл. N 27. 4. Родченко О. П. Бурбанова Р. С. А.С. N 1209097, A01G7/00 ... 2476277 Способ защиты почв от остатков пестицидов ... в бумажный стаканчик, высевают в него тест-растение подсолнечника и проводят выращивание тест-растения, как описано выше. Масса тест-растения подсолнечника по сравнению с чистой почвой составила 90%. Пример 2С участка, обработанного пестицидом «Пик», на 93 сут после его применения отбирают образец почвы. Берут гранулированный активный уголь марки КАУ (ТУ 2568-396-04838763-2011) и подготавливают его путем выделения фракции 0,2-0,8 мм с размером микропор 0,8 нм и объемом микропор 0,50 см3/г. К отобранному почвенному образцу добавляют вышеуказанный активный уголь из расчета дозы 100 кг/га и производят тщательное перемешивание опытного образца и угля. Затем смесь почвы и ... |
Еще из этого раздела: 2295848 Способ дезинсекции и дезинфекции материалов зернового происхождения и устройство для его осуществления 2215407 Способ создания исходного материала для селекции растений 2120752 Способ консервирования ксеногенных клеток печени 2102853 Питательное устройство для растений 2422377 Биоцидный концентрат 2271096 Способ прогнозирования урожайности озимых зерновых культур в условиях засушливого климата 2492650 Микроэмульсионная бактерицидная композиция 2415542 Пневматический высевающий аппарат 2456799 Ловушка для поимки животных, обитающих в земле 2488437 Способ получения микрокапсул пестицидов методом осаждения нерастворителем |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||