Медленно выделяющее медикаментозное полимерное формованное изделие и способы его получения, способ борьбы с паразитамиПатент на изобретение №: 2125894 Автор: Такаси Тинуки (JP), Татсухиро Нагаматсу (JP), Томоми Сатох (JP) Патентообладатель: Сумитомо Кемикал Компани, Лимитед (JP) Дата публикации: 10 Февраля, 1999 Адрес для переписки: 103735 Москва, ул.Ильинка 5/2, Союзпатент Патентному поверенному Лебедевой Н.Г. Изображения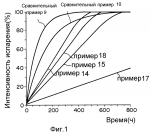 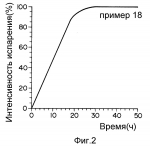 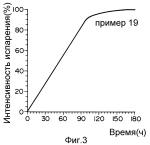  Изобретение относится к медикаментозным полимерным формованным изделиям, которые удерживают большое количество активнодействующего вещества, и постепенно его выделяют с постоянной скоростью. Активнодействующее вещество содержится в пористом полимерном формованном изделии, выполненном путем растяжения в 1,1 - 10 раз полимерной композиции, включающей в себя 100 вес.ч. термопластичной смолы и 50-400 вес.ч. наполнителя, при этом количество активнодействующего вещества соответствует степени насыщения при растворении для данной термопластичной смолы. Способы получения данных изделий позволяют избежать истечения активнодействующего вещества при обеспечении его высокого содержания в формованном изделии. 5 с. и 13 з.п.ф-лы, 6 табл., 4 ил. , , , , , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУНастоящее изобретение относится к медикаментозным полимерным формованным изделиям, которые способны постепенно или медленно выделять введенное в них активнодействующее вещество (в дальнейшем носят название медленно выделяющих медикаментозных полимерных формованных изделий), и к способу изготовления таких медикаментозных полимерных формованных изделий. Более конкретно настоящее изобретение относится к упомянутым медленно выделяющим медикаментозным полимерным формованным изделиям, которые характеризуются, в частности, способностью удерживать большое количество активнодействующего вещества (АДВ) и выделять это АДВ постепенно, с постоянной скоростью, а также к способу изготовления таких медленно выделяющих медикаментозных полимерных формованных изделий. В настоящее время известна техника, благодаря которой обеспечивается постепенное или медленное выделение АДВ из формованного изделия, которое состоит из медикаментозной полимерной композиции, приготовленной равномерным введением АДВ в пластическую массу перемешиванием. Однако в результате осуществления такой технологии благодаря выделению АДВ в окружающую среду из поверхности пластмассового изделия в течение некоторого промежутка времени и снижению содержания АДВ в пластмассовом формованном изделии интенсивность выделения АДВ падает, и поддержание такой интенсивности выделения АДВ на постоянном уровне сопряжено с затруднениями технологического порядка. Хотя такой переменный параметр, как максимальное количество АДВ, которое совместимо со смолой, зависит от типа смолы и конкретного АДВ, которые используют, это количество обычно составляет всего приблизительно от 0,1 до 5 вес.% в случае термопластичных смол, вследствие чего от обычных медикаментозных формованных полимерных изделий не следует ожидать постоянной интенсивности выделения АДВ в течение длительного периода времени. Даже в том случае, если АДВ подмешивают в большом количестве, в частности в таком, которое превышает степень насыщения при растворении в полимерной композиции, все-таки остается невозможным длительное постоянное выделение АДВ, поскольку на ранней стадии применения АДВ может просачиваться или же возможно массовое выделение АДВ. Авторами настоящего изобретения были проведены исследования с целью разработки техники медленного выделения АДВ, осуществления которой позволило бы достичь высокого содержания АДВ в формованном изделии без такого нежелательного явления, как истечение, а также обеспечить выделение АДВ с постоянной скоростью в течение длительного периода времени. В результате авторами настоящего изобретения было установлено, что медленно выделяющее медикаментозное полимерное формованное изделие, способное удерживать АДВ при высокой его концентрации и его выделять с постоянной интенсивностью, может быть изготовлено выполнением из полимерной композиции, которая включает в себя полимерную смолу, наполнитель и АДВ в количестве, превышающем насыщающую растворимость для данной смолы, медикаментозного пористого тела посредством одно- или двухосного растяжения. Открытие этого факта и легло в основу при создании настоящего изобретения. Таким образом, в соответствии с настоящим изобретением предлагаются: 1. Медленно выделяющее медикаментозное полимерное формованное изделие, где АДВ содержится в пористом полимерном формованном изделии, выполненном путем растяжения в 1,1 - 10 раз полимерной композиции, включающей в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес.ч. наполнителя, количество АДВ составляет не меньше того, что соответствует степени насыщения при растворении для данной термопластичной смолы. 2. Способ изготовления медленно выделяющего медикаментозного полимерного формованного изделия, при осуществлении которого предусмотрено одно- или двухосное растяжение в 1,1 - 10 раз полимерной композиции, включающей в себя от 50 до 400 вес.ч. наполнителя и АДВ в количестве не менее того, что соответствует степени насыщения при растворении для данной термопластичной смолы, благодаря чему композиции придают пористость. 3. Способ изготовления медленно выделяющего медикаментозного полимерного формованного изделия, при осуществлении которого предусмотрено одно- или двухосное растяжение в 1,1 - 10 раз полимерной композиции, включающей в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, где растяжение проводят в таком состоянии, когда указанная полимерная композиция погружена в АДВ или на нее наносят АДВ или его раствор, что позволяет придать композиции пористость. 4. Способ изготовления медленно выделяющего медикаментозного полимерного формованного изделия, при осуществлении которого предусмотрена пропитка пористого полимерного формованного изделия, выполненного одно- или двухосным растяжением в 1,1 - 10 раз полимерной композиции, включающей в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, АДВ в количестве не менее чем степень насыщения раствора термопластичной смолы. 5. Способ борьбы с паразитами с использованием медленно выделяющего медикаментозного полимерного формованного изделия, представляющего собой пористое тело, выполненное растяжением в 1,1-10 раз полимерной композиции, которая включает в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, с добавленным в него по меньшей мере одним инсектицидом, выбираемым из класса, который состоит из пиретроидов, метоксидиазона и пирипроксифена, в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластичной смолы. Краткое пояснение к фигурам На фиг. 1 представлен график, показывающий изменение скорости испарения по времени для АДВ примеров 14 - 17 и сравнительных примеров 9 и 10 /см. табл. 3/. На фиг. 2 представлен график, показывающий изменение скорости испарения по времени для АДВ примера 18 /табл. 4/. На фиг. 3 представлен график, показывающий изменение скорости испарения по времени для АДВ примера 19 /табл. 4/. На фиг. 4 представлен график, показывающий изменение по времени абсорбции аллилизотиоцианатом АДВ примера 25. Подробное описание изобретения Термопластичные смолы, которые могут быть использованы при осуществлении настоящего изобретения, охватывают полиолефиновые смолы, например альфа-олефиновые гомополимеры, в частности полиэтилены низкой плотности, высокоплотные полиэтилены, полипропилен и полибутен, сополимеры этилена и по меньшей мере одного альфа-олефина, выбираемого из альфа-олефинов, молекулы которого содержат от 3 до 18 углеродных атомов, и сополимеры пропилена, этилена и/или бутена-1; сополимеры этилена, винилацетата и/или органических производных карбоновой кислоты, в молекулах которых содержатся ненасыщенные этиленовые связи, в частности эфиры акриловой кислоты и эфиры метакриловой кислоты и тому подобное. Такие смолы могут быть использованы либо индивидуально, либо в сочетании. С точки зрения прочности при смешении с наполнителем из этих смол особенно предпочтительны сополимеры этилена по меньшей мере с одним альфа-олефином, выбираемым из альфа-олефинов, молекулы которых содержат по 3 - 8 углеродных атомов. По причине хорошей растягиваемости композиции при низкой температуре еще предпочтительнее использовать термопластичную смолу, 20 вес.% или более которой приходятся на долю линейного низкоплотного полиэтилена, что представляет собой сополимер этилена с альфа-олефином, выбираемым из альфа-олефинов, молекулы которых содержат по 4 - 8 углеродных атомов, плотность которого составляет 0,870-0,915 г/куб.см. Содержание наполнителя в композиции настоящего изобретения обычно составляет от 50 до 400 вес. ч. на каждый 100 вес. ч. термопластичной смолы. В том случае, когда содержание наполнителя менее 50 вес. ч., общий объем микропор в полимерном формованном изделии, которому растяжением сообщают пористость, оказывается неудовлетворительным, а в случае, если содержание наполнителя превышает 400 вес. ч., ухудшается эффективность действия такой композиции. Принимая во внимание стабильность действия, предпочтительный интервал содержания наполнителя составляет от 70 до 200 вес. ч. Примеры наполнителей, которые могут быть использованы в соответствии с настоящим изобретением, охватывают карбонаты, в частности карбонат кальция, карбонат магния и карбонат бария; сульфаты, в частности сульфат бария, сульфат магния и сульфат кальция; фосфаты, в частности фосфат магния и фосфат кальция; гидраты окислов, в частности гидрат окиси магния и гидрат окиси алюминия; окислы, в частности алюминия, двуокись кремния, окись магния, окись кальция, окись цинка и двуокись титана; хлориды, в частности хлорид цинка, хлорид железа и хлорид натрия; неорганические наполнители, в частности алюминиевый порошок, цеолит, ширазу, глину, диатомовую землю, тальк, древесный уголь и вулканический пепел; целлюлозные порошки, в частности древесную муку и древесные опилки; порошкообразные синтетические смолы, в частности порошкообразный нейлон, поликарбонатный порошок, порошкообразный полипропилен и порошкообразный поли-4-метилпентен-1; а также органические наполнители, в частности активированный уголь, порошкообразный ксантон, порошкообразный хитин и крахмал. Такие наполнители могут быть использованы как индивидуально, так и в сочетании между собой. Учитывая гибкость и внешний вид формованного изделия, карбонат кальция особенно предпочтителен для использования в качестве наполнителя. В качестве наполнителя при осуществлении настоящего изобретения предпочтительнее использовать такой материал, средний размер частиц которого составляет от 1 до 100 мкм, поскольку наполнитель со средними размерами частиц в этом интервале обладает превосходной диспергируемостью и обеспечивает эффект постоянства скорости выделения АДВ из медикаментозного полимерного формованного изделия. Содержание АДВ в формованном изделии настоящего изобретения составляет не менее той, которая соответствует степени насыщения при растворении для данной термопластичной смолы. Однако содержание АДВ не может превышать приблизительно 350 вес. ч. на каждые 100 вес. ч. термопластичной смолы, поскольку избыточное содержание АДВ вызывает его утечку. Пористое медленно выделяющее медикаментозное полимерное формованное изделие настоящего изобретения представляет собой тело, у которого имеется множество микропор, образующихся при растяжении. Такие микропоры являются незакрытыми и сообщаются между собой сквозными отверстиями, причем в них содержится АДВ, вследствие чего в том случае, когда АДВ в количестве, которое меньше соответствующего степени насыщения при растворении для данной термопластичной смолы, отсутствует какая-либо возможность вызвать утечку АДВ на поверхность. Термин "степень насыщения при растворении для данной термопластичной смолы" служит для обозначения максимального количества АДВ, которое способна абсорбировать смола при ее погружении АДВ. Для удобства данная величина в описании настоящего изобретения приведена для результатов измерения при температуре 23oC. То есть в том случае, если АДВ находится в твердом состоянии при температуре 23oC, смолу и АДВ смешивают в расплавленном от нагревания состоянии, и когда смесь охлаждают до температуры 23oC и оставляют ее как таковую, максимальное количество АДВ, которое может быть равномерно диспергировано в смоле, не вызывая кристаллизации внутри и на поверхности смолы, представляет собой количество, соответствующее "степени насыщения при растворении", которое упомянуто выше. АДВ, используемое в формованном изделии настоящего изобретения, не является специфическим. АДВ используемое здесь означает активный ингредиент или композицию на его основе. Однако можно применять по меньшей мере одно из активнодействующих средств, выбираемых из технически доступных инсектицидов, противогрибковых агентов, репеллентов, гермицидов, ингибиторов роста ржавчинных грибков и ароматических веществ. В качестве типичных примеров активнодействующих веществ, применяемых для использования в формованном изделии настоящего изобретения, можно упомянуть нижеследующие агенты. Класс инсектицидов охватывает инсектициды пиретроидного типа, в частности периметрин, аллетрин, -аллетрин, -аллетрин, пралетрин, цифенотрин, -фенотрин, -ресметрин, эмпентрин, фенвалерат, фенпропатрин, цигалотрин, цифлутрин, этофенпрокс, тралометрин, бенфлутрин, тетраллетрин и фенотрин; фосфороорганические инсектициды, в частности фенитротион, дихлофос, налед, фентион, циафос, хлорпирифос, диазинон и калклофос; инсектицидные соединения, в частности метоксидиазон; инсектициды карбаматного типа, в частности пропоксур, фенобукарб и кабарил; а также вещества, регулирующие рост насекомых, в частности пирипроксифен, метопрен, гидропрен, дуфлубензурон, циромазин, лубенурон /CGA 184 694/ и феноксикарб. В качестве соединений, которые повышают эффективность этих инсектицидов, известны пипероннилбутоксид, MGK 264 [N-/2-этилгексил/-8,9,10-тринорборн-5-ен- 2,3-дикарбоксимид], октахлордипропиловый эфир и тому подобное. Такие соединения можно применять в сочетании с вышеуказанными инсектицидами. Класс приемлемых для осуществления настоящего изобретения репеллентов для паразитов охватывает диэтилтолуамид, дибутилфталат и тому подобное. К фунгицидным агентам относятся дегидроацетовая кислота, 4-изопропил-м-крезол, н-бутилбензилфталат и аллилизотиоцианат. К гермицидам относятся крезол, резорцин и тому подобное. В составе композиций настоящего изобретения могут быть использованы также растительные эфирные масла, к которым относятся эфирное масло кипарисовика туполистного, эфирное масло туевика поникающего, эфирное масло getto, экстрактное масло горчицы, экстрактное масло wasab: /wasab: japonica matsum/ и тому подобное. Некоторые из этих растительных эфирных масел обладают гермицидным и фунгицидным действием, а также проявляют ароматические свойства, вследствие чего их можно использовать не только в качестве ароматических агентов, но для определенных целей и как гермициды или фунгициды. Ниже описан типичный способ изготовления медленно выделяющего полимерного формованного изделия в соответствии с настоящим изобретением. Прежде всего смешивают и/или подвергают пластикации обычным путем, например с применением валкового смесителя или смесителя типа Бенбери или же одно- или двухшнекового экструдера 100 вес. ч. термопластичной смолы, от 50 до 400 вес. ч. наполнителя и АДВ в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластичной смолы, а также, если необходимо, соответствующие добавки, в частности диспергатор, стабилизатор и тому подобное, получая полимерную композицию. Затем из этой композиции формуют листы, обычно толщиной от 30 мкм до 10 мм, нити или стержни, обычно диаметром от 30 мкм до 10 мм, и композицию в форме листа, стержня или нити подвергают одноосному или двухосному растяжению в 1,1 - 10 раз, обычно при температуре в интервале от 10 до 140oC, предпочтительнее от 20 до 140oC, получая медленно выделяющие медикаментозные полимерные формованные изделия в таком виде, как лист, пленка, стержень или нить. Предпочтительная температура растяжения варьируется в зависимости от конкретной полимерной композиции, но в том случае, когда температура растяжения составляет менее 10oC, при растяжении ухудшается стабильность композиции, в то время как нагревание до температуры, превышающей 140oC, при растяжении формованного изделия препятствует образованию в нем микропор. В случае одноосного растяжения в качестве метода растяжения применяют валковое растяжение или растяжение с помощью вытяжной формы. В случае двухосного растяжения можно производить растяжение в обоих направлениях одновременно /одновременное двухосное растяжение/ или же вначале производить растяжение в поступательном направлении, а затем в поперечном направлении /последовательное двухосное растяжение/. Степень вытяжки обычно находится в пределах от 1,1 до 10 раз. В случае, когда степень вытяжки меньше 1,1 раза, пористость соотношения между общим объемом микропор и единицей веса полимерного формованного изделия оказывается настолько низка, что медикамент, который выделяется из полимера, не может находиться в стабильном состоянии внутри полимерного формованного изделия. С другой стороны, когда степень вытяжки превышает 10 раз, может возникать такое нежелательное явление, как разрушение полимера или чрезмерное увеличение размеров микропор. Изготовленные таким образом формованные изделия можно применять без какой-либо дополнительной обработки. Однако при необходимости с целью предотвратить сморщивание /усадку/ формованных изделий их следует подвергать отжигу. Предпочтительная температура отжига находится в пределах между температурой растяжения и точкой плавления полимера. В зависимости от температуры растяжения, степени вытяжки, концентрации наполнителя и типа термопластичной смолы варьируется пористость полимерного формованного изделия. Обычно пористость полимерного формованного изделия непосредственно после вытяжки составляет 0,1 куб. см/г или больше. В том случае, когда медикамент представляет собой жидкость, при приготовлении полимерной композиции перед вытяжкой его можно использовать либо как таковой, либо после разбавления летучим или нелетучим растворителем. Если же медикамент представляет собой твердый продукт, его можно смешивать с полимером и наполнителем с последующей вытяжкой смеси или же этот медикамент можно вводить после растворения в летучем или нелетучем растворителе. В случае, если медикамент по тем или иным причинам невозможно смешать вначале со смолой и наполнителем [например, вследствие того, что при нагревании этот медикамент может улетучиваться или разлагаться], прежде всего смешивают или подвергают пластикации по обычному методу с использованием смесителя валкового типа или типа Бенбери, пластикатора, одно- или двухшнекового экструдера 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, а при необходимости и соответствующие добавки, в частности диспергатор, стабилизатор и тому подобное, в результате чего образуется композиция, после чего из этой композиции формуют листы, обычно толщиной от 30 мкм до 10 мм, нити или стержни, обычно диаметром от 30 до 10 мм, и подвергают растяжению в 1,1 - 10 раз при температуре, которая обычно находится в пределах от 10 до 140oC, предпочтительнее от 20 до 140oC в состоянии, когда они погружены в медикамент или на них нанесен медикамент или раствор, приготовленный растворением АДВ в летучем растворителе, получая, таким образом, медикаментозное полимерное формованное изделие. Поскольку в соответствии с таким способом медикамент вводят в микропоры, образующиеся при растяжении, возникает возможность изготовления целевых медленно выделяющих медикаментозных полимерных формованных изделий. Формованные изделия настоящего изобретения могут быть также изготовлены следующим образом. Полимерную композицию, включающую в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, растягивают в 1,0 - 10 раз, получая пористое полимерное формованное изделие, после чего это формованное изделие пропитывают медикаментом или его раствором. По другому варианту АДВ или его раствор можно наносить на формованное изделие. Изготовленные таким образом полимерные формованные изделия также содержат медикаменты в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластичной смолы. Для регулирования скорости выделения АДВ в более предпочтительном интервале наложением на поверхность медикаментозного полимерного формованного изделия настоящего изобретения может быть изготовлено слоистое изделие с дополнительной полимерной композицией. Частично или на всей площади поверхности листа из полимерной композиции предусмотрено наличие дополнительного слоя термопластичной полимерной композиции, которая включает в себя 100 вес. ч. термопластичной смолы, от 50 до 400 вес. ч. наполнителя и медикамент в количестве, которое не меньше степени насыщения при растворении для данной термопластичной смолы. Затем слои такой ламинированной полимерной композиции подвергают одно- или двухосному растяжению в 1,1-10 раз, получая медленно выделяющий медикаментозный полимерный ламинат. Медленно выделяющий медикаментозный полимерный ламинат можно также изготовить нанесением, в частности ламинированием, слоя термопластичной смолы на частично или полную площадь поверхности медикаментозного полимерного формованного изделия настоящего изобретения. В том случае, когда формованные изделия представляют собой нити или стержни, полимерную композицию, которая включает в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя совместно с медикаментом в количестве не менее того, который соответствует насыщению при растворении для данной термопластичной смолы, снабженную на частично или полной площади поверхности слоем термопластичной полимерной композиции, подвергают растяжению в 1,1 - 10 раз. Более того медикаментозные пористые формованные изделия в виде нитей или стержней можно погружать в раствор термопластичной смолы в растворителе, после чего формованные изделия извлекают и выпаривают растворитель, получая термопластичную смолы на частично или всей площади поверхности медикаментозных полимерных формованных изделий. Слой термопластичной полимерной композиции, предусмотренный, таким образом, на медикаментозном полимерном формованном изделии, не полностью препятствует проникновению через него медикамента, а является проницаемым для него. Скорость прохождения через него можно регулировать выбором типа или толщины слоя или же типа наполнителя. Класс термопластичных смол, которые можно дополнительно наносить при формировании упомянутого ламината настоящего изобретения, охватывают альфа-олефиновые гомополимеры, в частности низкоплотные полиэтилены, высокоплотные полиэтилены, полипропилен и полибутен, сополимер этилена и по меньшей мере одного альфа-олефина, выбираемого из альфа-олефинов, молекулы которых содержат от 3 до 18 углеродных атомов, сополимеры пропилена, этилена и/или бутена-1 и тому подобное. Эти термопластичные полимеры могут быть использованы либо индивидуально, либо в виде смесей. Можно также использовать смеси таких термопластичных смол с минеральными наполнителями, к которым относятся карбонаты, в частности карбонат кальция, карбонат магния и карбонат бария; сульфаты, в частности сульфат бария, сульфат магния и сульфат кальция; фосфаты, в частности фосфат магния и фосфат кальция; гидраты окислов, в частности гидрат окиси магния и гидрат окиси алюминия; окислы, в частности окись алюминия, двуокись кремния, окись магния, окись кальция, окись цинка и двуокись титана; хлориды, в частности хлорид цинка, хлорид железа и хлорид натрия; алюминиевый порошок, цеолит, ширазу, глина, диатомовая земля, тальк, древесный уголь и вулканический пепел; или с органическими наполнителями, к которым относятся целлюлозные порошки, в частности древесная мука и древесные опилки; порошкообразные синтетические смолы, в частности порошкообразный нейлон, поликарбонатный порошок, порошкообразный полипропилен и порошкообразный поли-4-метилпентен-1, крахмал, активированный уголь, порошкообразный ксантон, порошкообразный хитин и тому подобное. В случае, если медикамент, используемый в соответствии с настоящим изобретением, обладает определенной упругостью пара [например, от 1 -аллетрин, -аллетрин, пралетрин, цифенотрин, -фенотрин, -ресметрин, эмпентрин, фенвалерат, фенпропатрин, цигалотрин, цифлутрин, этофенпрокс, тралометрин, бенфлутрин, тетраллетрин и фенотрин; фосфороорганические инсектициды, в частности фенитротион, дихлофос, налед, фентион, циафос, хлорпирифос, диазинон и калклофос; инсектицидные соединения, в частности метоксидиазон; инсектициды карбаматного типа, в частности пропоксур, фенобукарб и кабарил; а также вещества, регулирующие рост насекомых, в частности пирипроксифен, метопрен, гидропрен, дуфлубензурон, циромазин, лубенурон /CGA 184 694/ и феноксикарб. В качестве соединений, которые повышают эффективность этих инсектицидов, известны пипероннилбутоксид, MGK 264 [N-/2-этилгексил/-8,9,10-тринорборн-5-ен- 2,3-дикарбоксимид], октахлордипропиловый эфир и тому подобное. Такие соединения можно применять в сочетании с вышеуказанными инсектицидами. Класс приемлемых для осуществления настоящего изобретения репеллентов для паразитов охватывает диэтилтолуамид, дибутилфталат и тому подобное. К фунгицидным агентам относятся дегидроацетовая кислота, 4-изопропил-м-крезол, н-бутилбензилфталат и аллилизотиоцианат. К гермицидам относятся крезол, резорцин и тому подобное. В составе композиций настоящего изобретения могут быть использованы также растительные эфирные масла, к которым относятся эфирное масло кипарисовика туполистного, эфирное масло туевика поникающего, эфирное масло getto, экстрактное масло горчицы, экстрактное масло wasab: /wasab: japonica matsum/ и тому подобное. Некоторые из этих растительных эфирных масел обладают гермицидным и фунгицидным действием, а также проявляют ароматические свойства, вследствие чего их можно использовать не только в качестве ароматических агентов, но для определенных целей и как гермициды или фунгициды. Ниже описан типичный способ изготовления медленно выделяющего полимерного формованного изделия в соответствии с настоящим изобретением. Прежде всего смешивают и/или подвергают пластикации обычным путем, например с применением валкового смесителя или смесителя типа Бенбери или же одно- или двухшнекового экструдера 100 вес. ч. термопластичной смолы, от 50 до 400 вес. ч. наполнителя и АДВ в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластичной смолы, а также, если необходимо, соответствующие добавки, в частности диспергатор, стабилизатор и тому подобное, получая полимерную композицию. Затем из этой композиции формуют листы, обычно толщиной от 30 мкм до 10 мм, нити или стержни, обычно диаметром от 30 мкм до 10 мм, и композицию в форме листа, стержня или нити подвергают одноосному или двухосному растяжению в 1,1 - 10 раз, обычно при температуре в интервале от 10 до 140oC, предпочтительнее от 20 до 140oC, получая медленно выделяющие медикаментозные полимерные формованные изделия в таком виде, как лист, пленка, стержень или нить. Предпочтительная температура растяжения варьируется в зависимости от конкретной полимерной композиции, но в том случае, когда температура растяжения составляет менее 10oC, при растяжении ухудшается стабильность композиции, в то время как нагревание до температуры, превышающей 140oC, при растяжении формованного изделия препятствует образованию в нем микропор. В случае одноосного растяжения в качестве метода растяжения применяют валковое растяжение или растяжение с помощью вытяжной формы. В случае двухосного растяжения можно производить растяжение в обоих направлениях одновременно /одновременное двухосное растяжение/ или же вначале производить растяжение в поступательном направлении, а затем в поперечном направлении /последовательное двухосное растяжение/. Степень вытяжки обычно находится в пределах от 1,1 до 10 раз. В случае, когда степень вытяжки меньше 1,1 раза, пористость соотношения между общим объемом микропор и единицей веса полимерного формованного изделия оказывается настолько низка, что медикамент, который выделяется из полимера, не может находиться в стабильном состоянии внутри полимерного формованного изделия. С другой стороны, когда степень вытяжки превышает 10 раз, может возникать такое нежелательное явление, как разрушение полимера или чрезмерное увеличение размеров микропор. Изготовленные таким образом формованные изделия можно применять без какой-либо дополнительной обработки. Однако при необходимости с целью предотвратить сморщивание /усадку/ формованных изделий их следует подвергать отжигу. Предпочтительная температура отжига находится в пределах между температурой растяжения и точкой плавления полимера. В зависимости от температуры растяжения, степени вытяжки, концентрации наполнителя и типа термопластичной смолы варьируется пористость полимерного формованного изделия. Обычно пористость полимерного формованного изделия непосредственно после вытяжки составляет 0,1 куб. см/г или больше. В том случае, когда медикамент представляет собой жидкость, при приготовлении полимерной композиции перед вытяжкой его можно использовать либо как таковой, либо после разбавления летучим или нелетучим растворителем. Если же медикамент представляет собой твердый продукт, его можно смешивать с полимером и наполнителем с последующей вытяжкой смеси или же этот медикамент можно вводить после растворения в летучем или нелетучем растворителе. В случае, если медикамент по тем или иным причинам невозможно смешать вначале со смолой и наполнителем [например, вследствие того, что при нагревании этот медикамент может улетучиваться или разлагаться], прежде всего смешивают или подвергают пластикации по обычному методу с использованием смесителя валкового типа или типа Бенбери, пластикатора, одно- или двухшнекового экструдера 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, а при необходимости и соответствующие добавки, в частности диспергатор, стабилизатор и тому подобное, в результате чего образуется композиция, после чего из этой композиции формуют листы, обычно толщиной от 30 мкм до 10 мм, нити или стержни, обычно диаметром от 30 до 10 мм, и подвергают растяжению в 1,1 - 10 раз при температуре, которая обычно находится в пределах от 10 до 140oC, предпочтительнее от 20 до 140oC в состоянии, когда они погружены в медикамент или на них нанесен медикамент или раствор, приготовленный растворением АДВ в летучем растворителе, получая, таким образом, медикаментозное полимерное формованное изделие. Поскольку в соответствии с таким способом медикамент вводят в микропоры, образующиеся при растяжении, возникает возможность изготовления целевых медленно выделяющих медикаментозных полимерных формованных изделий. Формованные изделия настоящего изобретения могут быть также изготовлены следующим образом. Полимерную композицию, включающую в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя, растягивают в 1,0 - 10 раз, получая пористое полимерное формованное изделие, после чего это формованное изделие пропитывают медикаментом или его раствором. По другому варианту АДВ или его раствор можно наносить на формованное изделие. Изготовленные таким образом полимерные формованные изделия также содержат медикаменты в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластичной смолы. Для регулирования скорости выделения АДВ в более предпочтительном интервале наложением на поверхность медикаментозного полимерного формованного изделия настоящего изобретения может быть изготовлено слоистое изделие с дополнительной полимерной композицией. Частично или на всей площади поверхности листа из полимерной композиции предусмотрено наличие дополнительного слоя термопластичной полимерной композиции, которая включает в себя 100 вес. ч. термопластичной смолы, от 50 до 400 вес. ч. наполнителя и медикамент в количестве, которое не меньше степени насыщения при растворении для данной термопластичной смолы. Затем слои такой ламинированной полимерной композиции подвергают одно- или двухосному растяжению в 1,1-10 раз, получая медленно выделяющий медикаментозный полимерный ламинат. Медленно выделяющий медикаментозный полимерный ламинат можно также изготовить нанесением, в частности ламинированием, слоя термопластичной смолы на частично или полную площадь поверхности медикаментозного полимерного формованного изделия настоящего изобретения. В том случае, когда формованные изделия представляют собой нити или стержни, полимерную композицию, которая включает в себя 100 вес. ч. термопластичной смолы и от 50 до 400 вес. ч. наполнителя совместно с медикаментом в количестве не менее того, который соответствует насыщению при растворении для данной термопластичной смолы, снабженную на частично или полной площади поверхности слоем термопластичной полимерной композиции, подвергают растяжению в 1,1 - 10 раз. Более того медикаментозные пористые формованные изделия в виде нитей или стержней можно погружать в раствор термопластичной смолы в растворителе, после чего формованные изделия извлекают и выпаривают растворитель, получая термопластичную смолы на частично или всей площади поверхности медикаментозных полимерных формованных изделий. Слой термопластичной полимерной композиции, предусмотренный, таким образом, на медикаментозном полимерном формованном изделии, не полностью препятствует проникновению через него медикамента, а является проницаемым для него. Скорость прохождения через него можно регулировать выбором типа или толщины слоя или же типа наполнителя. Класс термопластичных смол, которые можно дополнительно наносить при формировании упомянутого ламината настоящего изобретения, охватывают альфа-олефиновые гомополимеры, в частности низкоплотные полиэтилены, высокоплотные полиэтилены, полипропилен и полибутен, сополимер этилена и по меньшей мере одного альфа-олефина, выбираемого из альфа-олефинов, молекулы которых содержат от 3 до 18 углеродных атомов, сополимеры пропилена, этилена и/или бутена-1 и тому подобное. Эти термопластичные полимеры могут быть использованы либо индивидуально, либо в виде смесей. Можно также использовать смеси таких термопластичных смол с минеральными наполнителями, к которым относятся карбонаты, в частности карбонат кальция, карбонат магния и карбонат бария; сульфаты, в частности сульфат бария, сульфат магния и сульфат кальция; фосфаты, в частности фосфат магния и фосфат кальция; гидраты окислов, в частности гидрат окиси магния и гидрат окиси алюминия; окислы, в частности окись алюминия, двуокись кремния, окись магния, окись кальция, окись цинка и двуокись титана; хлориды, в частности хлорид цинка, хлорид железа и хлорид натрия; алюминиевый порошок, цеолит, ширазу, глина, диатомовая земля, тальк, древесный уголь и вулканический пепел; или с органическими наполнителями, к которым относятся целлюлозные порошки, в частности древесная мука и древесные опилки; порошкообразные синтетические смолы, в частности порошкообразный нейлон, поликарбонатный порошок, порошкообразный полипропилен и порошкообразный поли-4-метилпентен-1, крахмал, активированный уголь, порошкообразный ксантон, порошкообразный хитин и тому подобное. В случае, если медикамент, используемый в соответствии с настоящим изобретением, обладает определенной упругостью пара [например, от 1 10-5 до 110-2 мм рт. ст.], этот медикамент выделяется за счет улетучивания с поверхности полимерной части формованного изделия и тех микропор, которые выходят на поверхность. В полимерной части медикамент находится в количестве, эквивалентном тому, которое соответствует степени насыщения при растворении для данного полимера в начальной стадии, вследствие чего, когда начинается выделение медикамента, между поверхностью выделения и внутренней частью полимерного формованного изделия создается градиент концентраций. Поскольку медикамент находится в основном в микропорах, происходит перенос медикамента из микропор в полимерную часть, что продолжается до достижения равновесия. Так как это состояние равновесия поддерживается до тех пор, пока не удаляется медикамент из микропор, скорость выделения медикамента поддерживается на постоянном уровне в течение всего периода выделения. В том же случае, когда упругость паров довольно низка [например, составляет менее 110-5 мм рт. ст.], интенсивность выделения медикамента за счет улетучивания с поверхности полимерного формованного изделия слаба, но вследствие потерь медикамента полимером или поверхностями микропор концентрация в поверхностном слое понижается из-за непосредственной адсорбции медикамента из полимера или с поверхностей микропор, в результате контакта с ними или косвенной адсорбции через среду происходит перенос этого медикамента из микропор, как в вышеописанном случае. Таким образом, обеспечивается поддержание постоянной концентрации в поверхностном слое и, следовательно, также практически постоянной скорости постепенного выделения медикамента. Медленно выделяющее медикаментозное полимерное формованное изделие в соответствии с настоящим изобретением способно удерживать лекарство в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластической смолы и выделять это АДВ с постоянной скоростью, благодаря чему оно очень полезно как медикаментозное полимерное формованное изделие, которое медленно выделяет содержащееся в нем активнодействующее вещество, в частности инсектицид, противогрибковый агент, гермицид, ароматический компонент, ингибитор роста ржавчинного грибка или тому подобное. Таким образом, полимерное формованное изделие настоящего изобретения может быть использовано для борьбы с насекомыми, предотвращения роста плесени, стерилизации или ароматизации, что обусловлено соответствующим выбором вводимого в это полимерное формованное изделие активнодействующего вещества. Существо настоящего изобретения в дальнейшем более подробно описано с демонстрацией примеров его конкретного воплощения, однако эти примеры предлагаются как просто иллюстрирующие, поскольку ими ни в коем случае не ограничиваются рамки настоящего изобретения. Ниже описаны также методы определения свойств продукта и методы испытаний для оценки его эффективности, которые были использованы в ходе проведения экспериментов нижеследующих примеров и сравнительных примеров. 1. Степень насыщения при растворении Отформованный из термопластичной смолы лист 50 х 50 х 0,5 мм погружали в жидкое АДВ при температуре 23oC и соотношение между количеством АДВ, абсорбированного листом в точке, когда абсорбция смолы достигала насыщения по истечении данного периода времени, и количеством смолы в это время выражали как степень насыщения при растворении /АДВ/. 2. Скорость выделения АДВ. Скорость выделения АДВ из медикаментозного полимерного формованного изделия определяли следующим образом. Медикаментозное полимерное формованное изделие разрезали на испытательные кусочки размерами 4 см х 10 см /выделяющая площадь: 80 кв. см/ и их подвешивали в термостатируемой камере при температуре 40oC, после чего по изменению веса определяли весовую потерю АДВ формованным изделием, а с помощью нижеприведенного уравнения и данных, указанных в табл. 3 и 4, на фиг. 1 - 3 определяли скорость испарения АДВ из каждого из испытательных кусочков. Скорость испарения = [количество АДВ, выделившееся по истечении данного периода времени] : [начальное количество] 100 3. Просачивание Просачивание АДВ к поверхности медикаментозного полимерного формованного изделия наблюдали и оценивали визуально. 4. Испытания для оценки эффективности а/ Оценка начальной эффективности Подопытные насекомые Blatella germanica /взрослые особи, численное соотношение полов - 1/ Coptotermers formosanus /рабочие особи/ Ctenocephaliaes felis Метод испытаний На каждый из испытательных полимерных материалов выпускали группы подопытных животных каждого из видов [каждая группа включала в себя по 10 особей] и периодически в течение 120-минутного периода времени подсчитывали численность парализованных животных, что позволяло определять KT50 [время, необходимое для паралича 50% подопытных насекомых]. Численность погибших насекомых подсчитывали спустя 3 дня после начала испытаний на тараканах, по истечении 1 дня испытаний на термитах и по истечении 1 дня после начала испытаний на блохах, что позволило определять процентную степень летальности. Каждое испытание проводили троекратно. Полученные результаты сведены в табл. 3. Для испытаний использовали кусочки полимерных изделий следующих размеров: 15 х 15 см для тараканов 7,5 х 7,5 см для термитов 7,5 х 7,5 см для блок b/. Определение продолжительности эффективного действия Метод испытаний Поверхность каждого куска испытательного полимерного изделия протирали пропитанной этанолом марлей, удалив с поверхности полимерного изделия активнодействующее вещество, после чего полимерное изделие оставляли на один день для полного испарения с поверхности этого полимерного изделия этанола при комнатной температуре и одновременной стабилизации концентрации активнодействующего вещества на этой поверхности, после чего проводили такое же точно испытание, что и в случае оценки начальной эффективности. Полученные результаты сведены в табл. 4. Пример 1. 100 вес. ч. линейного полиэтилена низкой плотности /продукт "excellen VL VL 1200", выпускаемый фирмой "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [продукт "whiton SSB /красный/", выпускаемый фирмой "Шираиши кэлсиум К.К."] как наполнитель и 55 вес. ч. эмпентрина [продукт "вапортрин" фирмы "Сумитомо кемикал Ко., Лтд."] как активнодействующее вещество смешали в смесителе Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем этот лист подвергали одноосному растяжению в 4 раза /в поступательном относительно машины направлении/ при температуре 50oC с помощью валкового вытяжного устройства, получив медленно выделяющее медикаментозное полимерное формованное изделие. Изготовленное таким образом медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 2. В соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали фенотрин [продукт "сумитрин" фирмы "Сумитомо кемикал Ко., Лтд."], изготовили медленно выделяющее медикаментозное полимерное формованное изделие. Это медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 3. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 20 вес. ч. линейного полиэтилена низкой плотности excellen VL VL200 фирмы "Сумитомо кемикал /Ко., Лтд.", 60 вес. ч. другого линейного полиэтилена низкой плотности [продукт "sumikathene- CS3003" фирмы "Сумитомо кемикал Ко., Лтд."] и 20 вес. ч. полиэтилена низкой плотности [продукт "sumikathene F208-0" фирмы "Сумитомо кемикал Ко., Лтд."]. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 4. 100 вес. ч. линейного полиэтилена низкой плотности [продукт "excellen VL VL200" фирмы "Сумитомо кемикал Ко., Лтд."] в качестве термопластичной смолы и 120 вес. ч. карбоната кальция [продукт "whiton SSB /красный/" фирмы "Шираиши кэлсиум К.К."] в качестве наполнителя смешали в смесителе Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, после чего с помощью валкового вытяжного устройства при температуре 50oC этот лист подвергли одноосному 4-кратному растяжению, а затем в таком состоянии лист погрузили в эмпентриновый раствор, получив медленно выделяющее медикаментозное полимерное формованное изделие. Активнодействующее вещество, оставшееся на поверхности листа, удалили и определили содержание эмпентрина в готовом полимерном формованном изделии, которое составляло 45 вес. ч. Это медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 5. На обе стороны пористого тела, полученного в ходе эксперимента примера 1, наложили ламинированием слои полиэтилена низкой плотности /sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющий медикаментозный полимерный ламинат. Этот медленно выделяющий медикаментозный полимерный ламинат характеризовался отсутствием просачивания активнодействующего вещества к поверхности и проявлял сильное действие. Пример 6. На обе стороны пористого тела, полученного в ходе эксперимента примера 1, наложили ламинированием слои полиэтилена низкой плотности /excellen VL VL200", фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющий медикаментозный полимерный ламинат. Этот медленно выделяющий медикаментозный полимерный ламинат характеризовался отсутствием просачивания активнодействующего вещества к поверхности и проявлял сильное действие. Пример 7. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 8. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае количество подмешиваемого наполнителя изменили до 150 вес. ч., в количество активнодействующего вещества - до 135 вес. ч. и что валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 9. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 40 вес. ч. линейного полиэтилена низкой плотности "excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ и 60 вес. ч. другого линейного полиэтилена низкой плотности /Sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд."/, в качестве наполнителя использовали 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], а в качестве активнодействующего вещества использовали эфирное масло hinoki, при этом валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 10. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 4, за исключением того, что в данном случае количество подмешиваемого наполнителя составило 150 вес. ч., что в качестве активнодействующего вещества использовали аллизотиоцианат /wasaouro фирма "Зе Грин кросс корпорейшн"/ и что валковую растяжку провели при комнатной температуре /23oC/. Содержание аллилизотиоцианата в 100 вес. ч. полимерного формованного изделия составило 65 вес. ч. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием истечения активнодействующего вещества к поверхности и проявляло сильное действие. Пример 11. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена /sumilarv фирма "Сумитомо кемикал Ко., Лтд."/ и 40 вес. ч. -аллетрина /pynamin forte фирма "Сумитомо кемикал Ко., Лтд"./. Это медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 12. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена /sumilarv фирма "Сумитомо кемикал Ко. , Лтд."/ и 40 вес. ч. метоксидиазона /Elemic, фирма "Сумитомо кемикал Ко. , Лтд."/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 13. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 100 вес. ч. линейного полиэтилена низкой плотности /sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд."/, что в качестве наполнителя использовали 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена, 36 вес. ч. фенотрина и 72 вес. ч. N-/2-этилгексил/-8,9,10-тринорбон-5-ен-2,3-дикарбоксимида и что валковую растяжку проводили при комнатной температуре /23oC/. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось высокой работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Сравнительный пример 1. 100 вес. ч. линейного полиэтилена низкой плотности "excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве активнодействующего вещества смешали при температуре 120oC в течение 5 мин в смесителе Бенбери, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист подвергли 4-кратной одноосной вытяжке с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это полимерное формованное изделие характеризовалось просачиванием эмпентрина изнутри благодаря низкой пористости и не может быть предложено для практического использования. Сравнительный пример 2. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд"./ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный/ фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества при температуре 12oC в течение 5 мин в смесителе Бенбери. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей попыткой одноосного 4-кратного растяжения такого листа при температуре 50oC с помощью валкого вытяжного устройства. Но лист разрушился, поэтому оказалось невозможным изготовление целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 3. Полимерную композицию приготовили и лист толщиной 1 мм из нее сформировали в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае не производили никакой растяжки. Изготовленный лист характеризовался просачиванием эмпертрина изнутри, поскольку он не был пористым, поэтому такой лист не может быть предложен для практического использования. Сравнительный пример 4. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества при температуре 120oC в течение 5 мин в смесителе Бенбери. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей попыткой одноосного 12-кратного растяжения такого листа при температуре 50oC с помощью валкового вытяжного устройства. Однако этот листа разрушился, поэтому не было возможности изготовить из него медленно выделяющее целевое и медикаментозное полимерное формованное изделие. Пример 14. 100 вес. ч. линейного полиэтилена низкой плотности [excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/, степень насыщения при растворении эмпертрина: 2,3 вес.%] в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина [вапортрин, фирма "Сумитомо кемикал Ко., Лтд.", упругость пара при температуре 20oC: 6,510-4 мм рт.ст.] в качестве активнодействующего вещества смешали с помощью смесителя Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и такой лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового растяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Измерили скорость выделения активнодействующего вещества из изготовленного полимерного формованного изделия. Как показывают данные табл. 3 и фиг. 1, скорость выделения активнодействующего вещества в единицу времени удерживалась на постоянном уровне, а это подтверждало, что полимерное формованное изделие являлось весьма эффективным медленно выделяющим медикаментозным формованным изделием. Пример 15. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена низкой плотности /sumikathene G 801, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявляло сильное действие, как это очевидно из данных табл. 3 и фиг. 1. Пример 16. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявило сильное действие, как это очевидно из данных в табл. 3 и фиг. 1. Пример 17. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К.К."/ до толщины 80 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявило сильное действие, что очевидно из данных табл. 3 и фиг. 1. Пример 18. Полимерную композицию изготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении аллилизотиоцианата: 4,5 вес. % /в качестве термопластичной смолы и 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, который затем подвергли одноосному 4-кратному растяжению при комнатной температуре /23oC/ с помощью валкового вытяжного устройства, и в таком состоянии его погрузили в раствор аллилизотиоцианата [wasaouro, фирма "Зе Грин кросс корпорейшн", упругость паров при температуре 20oC: 4 мм рт. ст.], изготовив медленно выделяющее медикаментозное полимерное формованное изделие. На обе стороны этого полимерного формованного изделия наложили ламинированием слои полиэтилена низкой плотности /sumikathene F208-0, фирма "Сумитомо кемикал Ко. , Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Этот продукт проявлял сильное действие, что очевидно из данных табл. 4 и фиг. 2. Пример 19. Медленное выделяющее медикаментозное полимерное формованное изделие изготовили согласно той же самой процедуре, что изложена в примере 18, за исключением того, что с обеих сторон полимерного формованного изделия наложили ламинированием слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К.К."/. Готовое медленно выделяющее медикаментозное полимерное формованное изделие проявило сильное действие, что очевидно из табл. 4 и фиг. 3. Сравнительный пример 5. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Изнутри изготовленного медикаментозного полимерного формованного изделия вследствие его низкой пористости происходило просачивание эмпентрина, поэтому такое медикаментозное полимерное формованное изделие было признано непригодным для практического использования. Сравнительный пример 6. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen Vl VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и затем лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства. Но лист разрушился, поэтому оказался непригодным для изготовления целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 7. Полимерную композицию приготовили и лист сформовали из нее аналогично процедуре, изложенной в примере 14, за исключением того, что при этом не провели растяжение. Готовый лист характеризовался просачиванием эмпертрина изнутри, поскольку он не был пористым, поэтому его нельзя было применять на практике. Сравнительный пример 8. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/ фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд. "/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и попытались такой лист подвергнуть одноосному 12-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства. Но лист разрушился, поэтому оказался непригодным для изготовления целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 9. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили аналогично процедуре, изложенной в примере 14, за исключением того, что содержание активнодействующего вещества снизили до 2 вес. ч. Измерение скорости выделения активнодействующего вещества из готового медикаментозного полимерного формованного изделия показало, что интенсивность такого выделения в единицу времени с течением времени уменьшалась, что очевидно из данных табл. 3 и фиг. 1. Сравнительный пример 10. Полимерную композицию приготовили смешением 100 вес. ч. этилен-метилметакрилатного сополимера [продукт "Acryft WH202", фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении эмпентрина: 14 вес. %] в качестве термопластичной смолы и 15 вес. ч. эмпентрина в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, из которого изготовили медленно выделяющее медикаментозное полимерное формованное изделие. Измерения скорости выделения активнодействующего вещества из готового медикаментозного полимерного формованного изделия показали, что интенсивность выделения в единицу времени с течением времени понижалась, что очевидно из данных табл. 3 и фиг. 1. Пример 20. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении фенотрина: 2,2 вес.%] в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 22 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и такой лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и, как очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и убивало насекомых, а также постоянством этого действия. Такой продукт оказался приемлемым для использования в качестве медленно выделяющего активнодействующего средства контактного типа. Пример 21. С обеих сторон пористого тела, полученного в ходе эксперимента примера 20, ламинированием наложили слои полиэтилена низкой плотности /Sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и убивало насекомых, сохраняя такое действие. Такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 22. С обеих сторон пористого тела, полученного в ходе эксперимента примера 20, ламинированием наложили слои полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и уничтожало насекомых, сохраняя это действие. Необходимо отметить, что такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 23. С обеих сторон пористого тела, полученного в ходе эксперимента 20, ламинированием наложили слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К. К."/ в качестве термопластичного материала до толщины 80 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим и убивающим действием для вредных насекомых, сохраняя это действие. Такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 24. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко., Лтд. "/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали с формованием нити диаметром 1 мм. Эту нить подвергли затем одноосному 4-кратному растяжению /в продольном направлении, ПН/ при температуре 23o с помощью вытяжной формы с диаметром отверстия 600 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества на поверхность и проявляло сильное действие. Пример 25. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200/ в качестве термопластичной смолы и карбоната кальция /продукт "callite SA", фирма "Шираиши кэлсиум К. К. "/ в качестве наполнителя в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1,6 мм и этот лист подвергли одноосному 4-кратному растяжению при температуре 23oC с помощью валкового вытяжного устройства, изготовив пористый лист. Готовый пористый лист погрузили в раствор аллилизотиоцианата /wasaouro, фирма "Зе Грин кросс корпорейшн"/ и по ходу времени измеряли абсорбцию аллилизотиоцианата. По истечении 30 мин от начала пропитки абсорбция стала постоянной. Затем лист извлекали и вытиранием удалили с поверхности листа избыток аллилизотиоцианата, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Сравнительный пример 11. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист далее подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового растяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медикаментозное полимерное формованное устройство характеризовалось просачиванием активнодействующего вещества изнутри вследствие низкой пористости и не могло найти практического применения. Сравнительный пример 12. - Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем этот лист подвергли одноосной 4-кратной вытяжке при температуре 50oC с помощью валкового вытяжного устройства. Но этот лист разрушился, поэтому из него невозможно было изготовить целевое медленно выделяющее медикаментозное полимерное формованное изделие. Сравнительный пример 13. Полимерную композицию приготовили и сформовали из нее лист толщиной 1 мм в соответствии с процедурой, аналогичной изложенной в примере 20, за исключением того, что при этом не провели операцию растяжения. Изготовленный лист характеризовался просачиванием фенотрина изнутри, поскольку он не был пористым, поэтому он оказался непригодным для практического использования. Сравнительный пример 14. Полимерную композицию приготовили смешением 10 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем предприняли попытку одноосного 12-кратного растяжения этого листа при температуре 50oC с помощью валкового вытяжного устройства. Лист разрушился в процессе растяжения, поэтому он оказался непригодным для изготовления медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 15. Медленное выделяющее медикаментозное полимерное формованное изделие изготовили аналогично вышеизложенному в примере 20, за исключением того, что содержание активнодействующего вещества понизили до 2 вес. ч. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность, но очень слабым парализующим и убивающим действием против насекомых, что очевидно из данных табл. 5 и 6. Сравнительный пример 16. Полимерную композицию приготовили смешением 100 вес. ч. этилен-метилметакрилатного сополимера [Acryft WH202, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении фенотрина: 15 вес.%] в качестве термопластичного материала и 15 вес. ч. фенотрина в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей обработкой этого листа аналогично вышеизложенному в предыдущих примерах, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность, но очень слабым парализующим и убивающим действием для насекомых, что очевидно из данных в табл. 5 и 6. Сравнительный пример 17. Полимерную композицию приготовили смешением 100 вес. ч. винилхлорида /продукт "sumilit Sx-13F", фирма "Сумитомо кемикал Ко., Лтд. "/ в качестве термопластичной смолы, 43 вес. ч. продукта DOA в качестве пластификатора и 25 вес. ч. фенотрина в качестве активнодействующего вещества в валковой мельнице в течение 5 мин. Эту полимерную композицию экструдируют пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность и высокой начальной эффективностью, что очевидно из данных табл. 5, но очень плохим сохранением такого действия, как показывают данные табл. 6. В таблице 1 приведены следующие полимеры, наполнители и агенты. Полимер A: линейный полиэтилен низкой плотности [excellen VL VL200, фирма "Сумитомо кемикал Ко. , Лтд.", сомономер: бутен-1 плотность: 0,900 г/куб. см] Полимер B: линейный полиэтилен низкой плотности [sumikathene- CS 3003, фирма "Сумитомо кемикал Ко., Лтд.", сомономер: гексен-1, плотность: 0,933 г/куб.см] Полимер C: полиэтилен низкой плотности [sumikathene F208-0, фирма "Сумитомо кемикал Ко., Лтд.", плотность: 0,922 г/куб. см] Полимер D: полиэтилен низкой плотности [sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."] Полимер E: линейный полиэтилен низкой плотности [sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд.", сомономер: гексен-1, плотность: 0,912 г/куб. см] Полимер F: этилен-метилметакрилатной сополимер [Acryft WH202, фирма "Сумитомо кемикал Ко., Лтд."] Полимер G: полиэтилен высокой плотности [Sholex 5050, фирма "Шова денко К.К."] Полимер H: винилхлорид [sumilit Sx-13F, фирма "Сумитомо кемикал Ко., Лтд."] Наполнитель: карбонат кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], в эксперименте примера 25 - карбонат кальция /Callite SA, фирма "Шираиши кэлсиум К.К."/ Агент a: эмпентрин /вапортрин, фирма "Сумитомо кемикал Ко., Лтд."/ Агент b: фенотрин /сумитрин, фирма "Сумитомо кемикал Ко., Лтд."/ Агент c: эфирное масло hinoki /Kishu Hinokiya/ Агент d: аллилизотиоцианат /wasaouro, фирма "Зе Грин кросс корпорейшн/ Агент e: пирипроксифен /Sumilarv, фирма "Сумитомо кемикал Ко., Лтд."/ Агент f: -аллетрин /пинамин форте, фирма "Сумитомо кемикал Ко., Лтд."/ Агент g: метоксидиазон /Elemic, фирма "Сумитомо кемикал Ко., Лтд."/ Агент h: N-/2-этилгексил/-8,9,10-тринорборн-5-ен-2,3-дикарбоксимид /MGK 264/ Оценка работоспособности и просачивания Листы подвергали 4-кратному растяжению на воздухе при температуре 50oC в экспериментах примеров 1 - 3, 5, 6, 14 - 17 и 20 - 23, в активнодействующем веществе при температуре 50oC в эксперименте примера 4 и на воздухе при температуре 23oC в экспериментах примеров 7 - 13, 18, 19, 24 и 25. Все листы характеризовались хорошей работоспособностью, а готовые продукты - отсутствием просачивания. 10-5 до 110-2 мм рт. ст.], этот медикамент выделяется за счет улетучивания с поверхности полимерной части формованного изделия и тех микропор, которые выходят на поверхность. В полимерной части медикамент находится в количестве, эквивалентном тому, которое соответствует степени насыщения при растворении для данного полимера в начальной стадии, вследствие чего, когда начинается выделение медикамента, между поверхностью выделения и внутренней частью полимерного формованного изделия создается градиент концентраций. Поскольку медикамент находится в основном в микропорах, происходит перенос медикамента из микропор в полимерную часть, что продолжается до достижения равновесия. Так как это состояние равновесия поддерживается до тех пор, пока не удаляется медикамент из микропор, скорость выделения медикамента поддерживается на постоянном уровне в течение всего периода выделения. В том же случае, когда упругость паров довольно низка [например, составляет менее 110-5 мм рт. ст.], интенсивность выделения медикамента за счет улетучивания с поверхности полимерного формованного изделия слаба, но вследствие потерь медикамента полимером или поверхностями микропор концентрация в поверхностном слое понижается из-за непосредственной адсорбции медикамента из полимера или с поверхностей микропор, в результате контакта с ними или косвенной адсорбции через среду происходит перенос этого медикамента из микропор, как в вышеописанном случае. Таким образом, обеспечивается поддержание постоянной концентрации в поверхностном слое и, следовательно, также практически постоянной скорости постепенного выделения медикамента. Медленно выделяющее медикаментозное полимерное формованное изделие в соответствии с настоящим изобретением способно удерживать лекарство в количестве не менее того, которое соответствует степени насыщения при растворении для данной термопластической смолы и выделять это АДВ с постоянной скоростью, благодаря чему оно очень полезно как медикаментозное полимерное формованное изделие, которое медленно выделяет содержащееся в нем активнодействующее вещество, в частности инсектицид, противогрибковый агент, гермицид, ароматический компонент, ингибитор роста ржавчинного грибка или тому подобное. Таким образом, полимерное формованное изделие настоящего изобретения может быть использовано для борьбы с насекомыми, предотвращения роста плесени, стерилизации или ароматизации, что обусловлено соответствующим выбором вводимого в это полимерное формованное изделие активнодействующего вещества. Существо настоящего изобретения в дальнейшем более подробно описано с демонстрацией примеров его конкретного воплощения, однако эти примеры предлагаются как просто иллюстрирующие, поскольку ими ни в коем случае не ограничиваются рамки настоящего изобретения. Ниже описаны также методы определения свойств продукта и методы испытаний для оценки его эффективности, которые были использованы в ходе проведения экспериментов нижеследующих примеров и сравнительных примеров. 1. Степень насыщения при растворении Отформованный из термопластичной смолы лист 50 х 50 х 0,5 мм погружали в жидкое АДВ при температуре 23oC и соотношение между количеством АДВ, абсорбированного листом в точке, когда абсорбция смолы достигала насыщения по истечении данного периода времени, и количеством смолы в это время выражали как степень насыщения при растворении /АДВ/. 2. Скорость выделения АДВ. Скорость выделения АДВ из медикаментозного полимерного формованного изделия определяли следующим образом. Медикаментозное полимерное формованное изделие разрезали на испытательные кусочки размерами 4 см х 10 см /выделяющая площадь: 80 кв. см/ и их подвешивали в термостатируемой камере при температуре 40oC, после чего по изменению веса определяли весовую потерю АДВ формованным изделием, а с помощью нижеприведенного уравнения и данных, указанных в табл. 3 и 4, на фиг. 1 - 3 определяли скорость испарения АДВ из каждого из испытательных кусочков. Скорость испарения = [количество АДВ, выделившееся по истечении данного периода времени] : [начальное количество] 100 3. Просачивание Просачивание АДВ к поверхности медикаментозного полимерного формованного изделия наблюдали и оценивали визуально. 4. Испытания для оценки эффективности а/ Оценка начальной эффективности Подопытные насекомые Blatella germanica /взрослые особи, численное соотношение полов - 1/ Coptotermers formosanus /рабочие особи/ Ctenocephaliaes felis Метод испытаний На каждый из испытательных полимерных материалов выпускали группы подопытных животных каждого из видов [каждая группа включала в себя по 10 особей] и периодически в течение 120-минутного периода времени подсчитывали численность парализованных животных, что позволяло определять KT50 [время, необходимое для паралича 50% подопытных насекомых]. Численность погибших насекомых подсчитывали спустя 3 дня после начала испытаний на тараканах, по истечении 1 дня испытаний на термитах и по истечении 1 дня после начала испытаний на блохах, что позволило определять процентную степень летальности. Каждое испытание проводили троекратно. Полученные результаты сведены в табл. 3. Для испытаний использовали кусочки полимерных изделий следующих размеров: 15 х 15 см для тараканов 7,5 х 7,5 см для термитов 7,5 х 7,5 см для блок b/. Определение продолжительности эффективного действия Метод испытаний Поверхность каждого куска испытательного полимерного изделия протирали пропитанной этанолом марлей, удалив с поверхности полимерного изделия активнодействующее вещество, после чего полимерное изделие оставляли на один день для полного испарения с поверхности этого полимерного изделия этанола при комнатной температуре и одновременной стабилизации концентрации активнодействующего вещества на этой поверхности, после чего проводили такое же точно испытание, что и в случае оценки начальной эффективности. Полученные результаты сведены в табл. 4. Пример 1. 100 вес. ч. линейного полиэтилена низкой плотности /продукт "excellen VL VL 1200", выпускаемый фирмой "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [продукт "whiton SSB /красный/", выпускаемый фирмой "Шираиши кэлсиум К.К."] как наполнитель и 55 вес. ч. эмпентрина [продукт "вапортрин" фирмы "Сумитомо кемикал Ко., Лтд."] как активнодействующее вещество смешали в смесителе Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем этот лист подвергали одноосному растяжению в 4 раза /в поступательном относительно машины направлении/ при температуре 50oC с помощью валкового вытяжного устройства, получив медленно выделяющее медикаментозное полимерное формованное изделие. Изготовленное таким образом медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 2. В соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали фенотрин [продукт "сумитрин" фирмы "Сумитомо кемикал Ко., Лтд."], изготовили медленно выделяющее медикаментозное полимерное формованное изделие. Это медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 3. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 20 вес. ч. линейного полиэтилена низкой плотности excellen VL VL200 фирмы "Сумитомо кемикал /Ко., Лтд.", 60 вес. ч. другого линейного полиэтилена низкой плотности [продукт "sumikathene- CS3003" фирмы "Сумитомо кемикал Ко., Лтд."] и 20 вес. ч. полиэтилена низкой плотности [продукт "sumikathene F208-0" фирмы "Сумитомо кемикал Ко., Лтд."]. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 4. 100 вес. ч. линейного полиэтилена низкой плотности [продукт "excellen VL VL200" фирмы "Сумитомо кемикал Ко., Лтд."] в качестве термопластичной смолы и 120 вес. ч. карбоната кальция [продукт "whiton SSB /красный/" фирмы "Шираиши кэлсиум К.К."] в качестве наполнителя смешали в смесителе Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, после чего с помощью валкового вытяжного устройства при температуре 50oC этот лист подвергли одноосному 4-кратному растяжению, а затем в таком состоянии лист погрузили в эмпентриновый раствор, получив медленно выделяющее медикаментозное полимерное формованное изделие. Активнодействующее вещество, оставшееся на поверхности листа, удалили и определили содержание эмпентрина в готовом полимерном формованном изделии, которое составляло 45 вес. ч. Это медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 5. На обе стороны пористого тела, полученного в ходе эксперимента примера 1, наложили ламинированием слои полиэтилена низкой плотности /sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющий медикаментозный полимерный ламинат. Этот медленно выделяющий медикаментозный полимерный ламинат характеризовался отсутствием просачивания активнодействующего вещества к поверхности и проявлял сильное действие. Пример 6. На обе стороны пористого тела, полученного в ходе эксперимента примера 1, наложили ламинированием слои полиэтилена низкой плотности /excellen VL VL200", фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющий медикаментозный полимерный ламинат. Этот медленно выделяющий медикаментозный полимерный ламинат характеризовался отсутствием просачивания активнодействующего вещества к поверхности и проявлял сильное действие. Пример 7. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 8. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае количество подмешиваемого наполнителя изменили до 150 вес. ч., в количество активнодействующего вещества - до 135 вес. ч. и что валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие обладало хорошей работоспособностью, характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 9. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 40 вес. ч. линейного полиэтилена низкой плотности "excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ и 60 вес. ч. другого линейного полиэтилена низкой плотности /Sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд."/, в качестве наполнителя использовали 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], а в качестве активнодействующего вещества использовали эфирное масло hinoki, при этом валковую растяжку проводили при комнатной температуре /23oC/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 10. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 4, за исключением того, что в данном случае количество подмешиваемого наполнителя составило 150 вес. ч., что в качестве активнодействующего вещества использовали аллизотиоцианат /wasaouro фирма "Зе Грин кросс корпорейшн"/ и что валковую растяжку провели при комнатной температуре /23oC/. Содержание аллилизотиоцианата в 100 вес. ч. полимерного формованного изделия составило 65 вес. ч. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием истечения активнодействующего вещества к поверхности и проявляло сильное действие. Пример 11. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена /sumilarv фирма "Сумитомо кемикал Ко., Лтд."/ и 40 вес. ч. -аллетрина /pynamin forte фирма "Сумитомо кемикал Ко., Лтд"./. Это медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 12. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена /sumilarv фирма "Сумитомо кемикал Ко. , Лтд."/ и 40 вес. ч. метоксидиазона /Elemic, фирма "Сумитомо кемикал Ко. , Лтд."/. Изготовленное медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Пример 13. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае в качестве термопластичной смолы использовали 100 вес. ч. линейного полиэтилена низкой плотности /sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд."/, что в качестве наполнителя использовали 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], в качестве активнодействующего вещества использовали 3 вес. ч. пирипроксифена, 36 вес. ч. фенотрина и 72 вес. ч. N-/2-этилгексил/-8,9,10-тринорбон-5-ен-2,3-дикарбоксимида и что валковую растяжку проводили при комнатной температуре /23oC/. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось высокой работоспособностью, отсутствием просачивания активнодействующего вещества к поверхности и проявляло сильное действие. Сравнительный пример 1. 100 вес. ч. линейного полиэтилена низкой плотности "excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве активнодействующего вещества смешали при температуре 120oC в течение 5 мин в смесителе Бенбери, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист подвергли 4-кратной одноосной вытяжке с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это полимерное формованное изделие характеризовалось просачиванием эмпентрина изнутри благодаря низкой пористости и не может быть предложено для практического использования. Сравнительный пример 2. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд"./ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный/ фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества при температуре 12oC в течение 5 мин в смесителе Бенбери. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей попыткой одноосного 4-кратного растяжения такого листа при температуре 50oC с помощью валкого вытяжного устройства. Но лист разрушился, поэтому оказалось невозможным изготовление целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 3. Полимерную композицию приготовили и лист толщиной 1 мм из нее сформировали в соответствии с той же самой процедурой, что изложена в примере 1, за исключением того, что в данном случае не производили никакой растяжки. Изготовленный лист характеризовался просачиванием эмпертрина изнутри, поскольку он не был пористым, поэтому такой лист не может быть предложен для практического использования. Сравнительный пример 4. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества при температуре 120oC в течение 5 мин в смесителе Бенбери. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей попыткой одноосного 12-кратного растяжения такого листа при температуре 50oC с помощью валкового вытяжного устройства. Однако этот листа разрушился, поэтому не было возможности изготовить из него медленно выделяющее целевое и медикаментозное полимерное формованное изделие. Пример 14. 100 вес. ч. линейного полиэтилена низкой плотности [excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/, степень насыщения при растворении эмпертрина: 2,3 вес.%] в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина [вапортрин, фирма "Сумитомо кемикал Ко., Лтд.", упругость пара при температуре 20oC: 6,510-4 мм рт.ст.] в качестве активнодействующего вещества смешали с помощью смесителя Бенбери при температуре 120oC в течение 5 мин, приготовив полимерную композицию. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и такой лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового растяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Измерили скорость выделения активнодействующего вещества из изготовленного полимерного формованного изделия. Как показывают данные табл. 3 и фиг. 1, скорость выделения активнодействующего вещества в единицу времени удерживалась на постоянном уровне, а это подтверждало, что полимерное формованное изделие являлось весьма эффективным медленно выделяющим медикаментозным формованным изделием. Пример 15. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена низкой плотности /sumikathene G 801, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявляло сильное действие, как это очевидно из данных табл. 3 и фиг. 1. Пример 16. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявило сильное действие, как это очевидно из данных в табл. 3 и фиг. 1. Пример 17. На обе стороны пористого тела, полученного в ходе эксперимента примера 14, наложили ламинированием слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К.К."/ до толщины 80 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие проявило сильное действие, что очевидно из данных табл. 3 и фиг. 1. Пример 18. Полимерную композицию изготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении аллилизотиоцианата: 4,5 вес. % /в качестве термопластичной смолы и 150 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, который затем подвергли одноосному 4-кратному растяжению при комнатной температуре /23oC/ с помощью валкового вытяжного устройства, и в таком состоянии его погрузили в раствор аллилизотиоцианата [wasaouro, фирма "Зе Грин кросс корпорейшн", упругость паров при температуре 20oC: 4 мм рт. ст.], изготовив медленно выделяющее медикаментозное полимерное формованное изделие. На обе стороны этого полимерного формованного изделия наложили ламинированием слои полиэтилена низкой плотности /sumikathene F208-0, фирма "Сумитомо кемикал Ко. , Лтд."/ до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Этот продукт проявлял сильное действие, что очевидно из данных табл. 4 и фиг. 2. Пример 19. Медленное выделяющее медикаментозное полимерное формованное изделие изготовили согласно той же самой процедуре, что изложена в примере 18, за исключением того, что с обеих сторон полимерного формованного изделия наложили ламинированием слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К.К."/. Готовое медленно выделяющее медикаментозное полимерное формованное изделие проявило сильное действие, что очевидно из табл. 4 и фиг. 3. Сравнительный пример 5. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Изнутри изготовленного медикаментозного полимерного формованного изделия вследствие его низкой пористости происходило просачивание эмпентрина, поэтому такое медикаментозное полимерное формованное изделие было признано непригодным для практического использования. Сравнительный пример 6. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen Vl VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и затем лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства. Но лист разрушился, поэтому оказался непригодным для изготовления целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 7. Полимерную композицию приготовили и лист сформовали из нее аналогично процедуре, изложенной в примере 14, за исключением того, что при этом не провели растяжение. Готовый лист характеризовался просачиванием эмпертрина изнутри, поскольку он не был пористым, поэтому его нельзя было применять на практике. Сравнительный пример 8. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/ фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко. , Лтд. "/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и попытались такой лист подвергнуть одноосному 12-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства. Но лист разрушился, поэтому оказался непригодным для изготовления целевого медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 9. Медленно выделяющее медикаментозное полимерное формованное изделие изготовили аналогично процедуре, изложенной в примере 14, за исключением того, что содержание активнодействующего вещества снизили до 2 вес. ч. Измерение скорости выделения активнодействующего вещества из готового медикаментозного полимерного формованного изделия показало, что интенсивность такого выделения в единицу времени с течением времени уменьшалась, что очевидно из данных табл. 3 и фиг. 1. Сравнительный пример 10. Полимерную композицию приготовили смешением 100 вес. ч. этилен-метилметакрилатного сополимера [продукт "Acryft WH202", фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении эмпентрина: 14 вес. %] в качестве термопластичной смолы и 15 вес. ч. эмпентрина в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм, из которого изготовили медленно выделяющее медикаментозное полимерное формованное изделие. Измерения скорости выделения активнодействующего вещества из готового медикаментозного полимерного формованного изделия показали, что интенсивность выделения в единицу времени с течением времени понижалась, что очевидно из данных табл. 3 и фиг. 1. Пример 20. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении фенотрина: 2,2 вес.%] в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 22 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и такой лист подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового вытяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества к поверхности и, как очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и убивало насекомых, а также постоянством этого действия. Такой продукт оказался приемлемым для использования в качестве медленно выделяющего активнодействующего средства контактного типа. Пример 21. С обеих сторон пористого тела, полученного в ходе эксперимента примера 20, ламинированием наложили слои полиэтилена низкой плотности /Sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и убивало насекомых, сохраняя такое действие. Такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 22. С обеих сторон пористого тела, полученного в ходе эксперимента примера 20, ламинированием наложили слои полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы до толщины 50 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим действием и уничтожало насекомых, сохраняя это действие. Необходимо отметить, что такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 23. С обеих сторон пористого тела, полученного в ходе эксперимента 20, ламинированием наложили слои полиэтилена высокой плотности /sholex 5050, фирма "Шова денко К. К."/ в качестве термопластичного материала до толщины 80 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Это медикаментозное полимерное формованное изделие характеризовалось отсутствием просачивания активнодействующего вещества на поверхность и, что очевидно из данных табл. 5 и 6, оно обладало очень сильным парализующим и убивающим действием для вредных насекомых, сохраняя это действие. Такой вариант оказался превосходным средством медленного выделения активнодействующего вещества. Пример 24. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 55 вес. ч. эмпентрина /вапортрин, фирма "Сумитомо кемикал Ко., Лтд. "/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали с формованием нити диаметром 1 мм. Эту нить подвергли затем одноосному 4-кратному растяжению /в продольном направлении, ПН/ при температуре 23o с помощью вытяжной формы с диаметром отверстия 600 мкм, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медленно выделяющее медикаментозное полимерное формованное изделие характеризовалось хорошей работоспособностью, отсутствием просачивания активнодействующего вещества на поверхность и проявляло сильное действие. Пример 25. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200/ в качестве термопластичной смолы и карбоната кальция /продукт "callite SA", фирма "Шираиши кэлсиум К. К. "/ в качестве наполнителя в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1,6 мм и этот лист подвергли одноосному 4-кратному растяжению при температуре 23oC с помощью валкового вытяжного устройства, изготовив пористый лист. Готовый пористый лист погрузили в раствор аллилизотиоцианата /wasaouro, фирма "Зе Грин кросс корпорейшн"/ и по ходу времени измеряли абсорбцию аллилизотиоцианата. По истечении 30 мин от начала пропитки абсорбция стала постоянной. Затем лист извлекали и вытиранием удалили с поверхности листа избыток аллилизотиоцианата, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Сравнительный пример 11. Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 40 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали через Т-образную экструзионную головку с формованием листа толщиной 1 мм и этот лист далее подвергли одноосному 4-кратному растяжению при температуре 50oC с помощью валкового растяжного устройства, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовое медикаментозное полимерное формованное устройство характеризовалось просачиванием активнодействующего вещества изнутри вследствие низкой пористости и не могло найти практического применения. Сравнительный пример 12. - Полимерную композицию приготовили смешением 100 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 450 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем этот лист подвергли одноосной 4-кратной вытяжке при температуре 50oC с помощью валкового вытяжного устройства. Но этот лист разрушился, поэтому из него невозможно было изготовить целевое медленно выделяющее медикаментозное полимерное формованное изделие. Сравнительный пример 13. Полимерную композицию приготовили и сформовали из нее лист толщиной 1 мм в соответствии с процедурой, аналогичной изложенной в примере 20, за исключением того, что при этом не провели операцию растяжения. Изготовленный лист характеризовался просачиванием фенотрина изнутри, поскольку он не был пористым, поэтому он оказался непригодным для практического использования. Сравнительный пример 14. Полимерную композицию приготовили смешением 10 вес. ч. линейного полиэтилена низкой плотности /excellen VL VL200, фирма "Сумитомо кемикал Ко., Лтд."/ в качестве термопластичной смолы, 120 вес. ч. карбоната кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."] в качестве наполнителя и 40 вес. ч. фенотрина /сумитрин, фирма "Сумитомо кемикал Ко. , Лтд."/ в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм, а затем предприняли попытку одноосного 12-кратного растяжения этого листа при температуре 50oC с помощью валкового вытяжного устройства. Лист разрушился в процессе растяжения, поэтому он оказался непригодным для изготовления медленно выделяющего медикаментозного полимерного формованного изделия. Сравнительный пример 15. Медленное выделяющее медикаментозное полимерное формованное изделие изготовили аналогично вышеизложенному в примере 20, за исключением того, что содержание активнодействующего вещества понизили до 2 вес. ч. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность, но очень слабым парализующим и убивающим действием против насекомых, что очевидно из данных табл. 5 и 6. Сравнительный пример 16. Полимерную композицию приготовили смешением 100 вес. ч. этилен-метилметакрилатного сополимера [Acryft WH202, фирма "Сумитомо кемикал Ко., Лтд.", степень насыщения при растворении фенотрина: 15 вес.%] в качестве термопластичного материала и 15 вес. ч. фенотрина в качестве активнодействующего вещества в смесителе Бенбери при температуре 120oC в течение 5 мин. Эту полимерную композицию экструдировали пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм с последующей обработкой этого листа аналогично вышеизложенному в предыдущих примерах, изготовив медленно выделяющее медикаментозное полимерное формованное изделие. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность, но очень слабым парализующим и убивающим действием для насекомых, что очевидно из данных в табл. 5 и 6. Сравнительный пример 17. Полимерную композицию приготовили смешением 100 вес. ч. винилхлорида /продукт "sumilit Sx-13F", фирма "Сумитомо кемикал Ко., Лтд. "/ в качестве термопластичной смолы, 43 вес. ч. продукта DOA в качестве пластификатора и 25 вес. ч. фенотрина в качестве активнодействующего вещества в валковой мельнице в течение 5 мин. Эту полимерную композицию экструдируют пропусканием через Т-образную экструзионную головку с формованием листа толщиной 1 мм. Готовый продукт характеризовался отсутствием просачивания активнодействующего вещества на поверхность и высокой начальной эффективностью, что очевидно из данных табл. 5, но очень плохим сохранением такого действия, как показывают данные табл. 6. В таблице 1 приведены следующие полимеры, наполнители и агенты. Полимер A: линейный полиэтилен низкой плотности [excellen VL VL200, фирма "Сумитомо кемикал Ко. , Лтд.", сомономер: бутен-1 плотность: 0,900 г/куб. см] Полимер B: линейный полиэтилен низкой плотности [sumikathene- CS 3003, фирма "Сумитомо кемикал Ко., Лтд.", сомономер: гексен-1, плотность: 0,933 г/куб.см] Полимер C: полиэтилен низкой плотности [sumikathene F208-0, фирма "Сумитомо кемикал Ко., Лтд.", плотность: 0,922 г/куб. см] Полимер D: полиэтилен низкой плотности [sumikathene G801, фирма "Сумитомо кемикал Ко., Лтд."] Полимер E: линейный полиэтилен низкой плотности [sumikathene- FZ201-0, фирма "Сумитомо кемикал Ко., Лтд.", сомономер: гексен-1, плотность: 0,912 г/куб. см] Полимер F: этилен-метилметакрилатной сополимер [Acryft WH202, фирма "Сумитомо кемикал Ко., Лтд."] Полимер G: полиэтилен высокой плотности [Sholex 5050, фирма "Шова денко К.К."] Полимер H: винилхлорид [sumilit Sx-13F, фирма "Сумитомо кемикал Ко., Лтд."] Наполнитель: карбонат кальция [whiton SSB /красный/, фирма "Шираиши кэлсиум К.К."], в эксперименте примера 25 - карбонат кальция /Callite SA, фирма "Шираиши кэлсиум К.К."/ Агент a: эмпентрин /вапортрин, фирма "Сумитомо кемикал Ко., Лтд."/ Агент b: фенотрин /сумитрин, фирма "Сумитомо кемикал Ко., Лтд."/ Агент c: эфирное масло hinoki /Kishu Hinokiya/ Агент d: аллилизотиоцианат /wasaouro, фирма "Зе Грин кросс корпорейшн/ Агент e: пирипроксифен /Sumilarv, фирма "Сумитомо кемикал Ко., Лтд."/ Агент f: -аллетрин /пинамин форте, фирма "Сумитомо кемикал Ко., Лтд."/ Агент g: метоксидиазон /Elemic, фирма "Сумитомо кемикал Ко., Лтд."/ Агент h: N-/2-этилгексил/-8,9,10-тринорборн-5-ен-2,3-дикарбоксимид /MGK 264/ Оценка работоспособности и просачивания Листы подвергали 4-кратному растяжению на воздухе при температуре 50oC в экспериментах примеров 1 - 3, 5, 6, 14 - 17 и 20 - 23, в активнодействующем веществе при температуре 50oC в эксперименте примера 4 и на воздухе при температуре 23oC в экспериментах примеров 7 - 13, 18, 19, 24 и 25. Все листы характеризовались хорошей работоспособностью, а готовые продукты - отсутствием просачивания.
ФОРМУЛА ИЗОБРЕТЕНИЯ1. Медленно выделяющее медикаментозное вещество полимерное формованное изделие, полученное из термопластичной смолы и наполнителя, отличающееся тем, что изделие включает в себя 100 вес.ч. термопластичной смолы и 50 - 400 вес. ч. наполнителя и дополнительно - активнодействующее вещество в количестве не менее соответствующем степени насыщения его при растворении в термопластичной смоле и изготовлено растяжением в 1,1 - 10,0 раз полимерной композиции. 2. Изделие по п.1, отличающееся тем, что формованное изделие представляет собой лист или пленку. 3. Изделие по п.1, отличающееся тем, что формованное изделие представляет собой нить или стержень. 4. Изделие по п.2, отличающееся тем, что на частичную или полную площадь поверхности формованного изделия дополнительно наносят слой термопластичной полимерной композиции. 5. Изделие по п.3, отличающееся тем, что на частичную или полную площадь поверхности формованного изделия дополнительно наносят слой термопластичной полимерной композиции. 6. Изделие по п.1, отличающееся тем, что термопластичная смола представляет собой полиолефиновую смолу, активнодействующим веществом служит один или несколько инсектицидов, репеллентов, гермицидов, фунгицидов и ароматических веществ, а наполнителем является карбонат кальция. 7. Изделие по п. 6, отличающееся тем, что активнодействующее вещество представляет собой по меньшей мере один инсектицид, выбираемый из класса, который охватывает пиретроид, метоксидиазон и пирипроксифен. 8. Изделие по п.6, отличающееся тем, что полиолефиновая смола представляет собой сополимер этилена и по меньшей мере одного из альфа-олефинов, молекулы которых содержат по 3 - 18 углеродных атомов. 9. Изделие по п. 7, отличающееся тем, что активнодействующее вещество представляет собой эмпентрин. 10. Изделие по п.7, отличающееся тем, что активнодействующее вещество представляет собой фенотрин. 11. Изделие по п.6, отличающееся тем, что активнодействующее вещество представляет собой аллилизотиоцианат. 12. Способ получения медленно выделяющего медикаментозное вещество полимерного формованного изделия путем смешения активного действующего вещества с термопластичной смолой и наполнителем с последующим экструдированием смеси, отличающийся тем, что дополнительно осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси до образования пор, при этом изделие включает 100 вес.ч. термопластичной смолы 50 - 400 вес.ч. наполнителя и активнодействующее вещество в количестве, по крайней мере соответствующем степени его насыщения при растворении в термопластичной смоле. 13. Способ получения медленно выделяющего медикаментозное вещество полимерного формованного изделия путем смешения термопластичной смолы и наполнителя с последующим экструдированием смеси, отличающийся тем. что дополнительно осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси до образования пор, в то время, как экструдированная смесь погружена в или на нее нанесено активнодействующее вещество или его раствор, при этом изделие включает 100 вес. ч. термопластичной смолы и 50 - 400 вес.ч. наполнителя и активнодействующее вещество в количестве, по крайней мере соответствующем степени его насыщения при растворении в термопластичной смоле. 14. Способ получения медленного выделяющего медикаментозного полимерного формованного изделия путем смешения термопластичной смолы и наполнителя с последующим экструдированием смеси, отличающийся тем. что дополнительно осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси до образования пор, после чего растянутую смесь насыщают активным агентом, при этом изделие включает 100 вес. ч. термопластичной смолы и 50 - 400 вес.ч. наполнителя и активнодействующее вещество в количестве, по крайней мере соответствующем степени его насыщения при растворении в термопластичной смоле. 15. Способ борьбы с паразитами с применением пористого формованного изделия медленно выделяющего медикаментозное вещество - инсектицид, отличающийся тем, что пористое полимерное изделие, полученное растяжением в 1,1 : 10,0 раз полимерной экструдированной смеси, включает в себя 100 вес.ч. термопластичной смолы, 50 - 40 вес.ч. наполнителя, а инсектицид выбран из класса пиретроида, метоксидиазона и пирипроксифена в количестве по крайней мере соответствующем степени насыщения его при растворении в термопластичной смоле. 16. Способ борьбы с паразитами по п.15, отличающийся тем, что пористое полимерное изделие получают смешением 100 вес.ч.термопластичной смолы, 50 - 400 вес. ч наполнителя и инсектицида в количестве по крайней мере соответствующем степени его насыщения при растворении в термопластичной смоле, экструдируют полученную смесь и затем осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси. 17. Способ по п.15, отличающийся тем, что пористое полимерное изделие получают путем смешения 100 вес.ч. термопластичной смолы и 50 - 400 вес.ч. наполнителя, экструдируют полученную смесь и дополнительно осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси, в то время, как экструдированная смесь погружена в или на нее нанесен инсектицид или его раствор. 18. Способ по п.15, отличающийся тем, что пористое полимерное изделие получают путем смешения 100 вес.ч. термопластичной смолы и 50 - 400 вес.ч. наполнителя, экструдируют полученную смесь, затем осуществляют растяжение в 1,1 - 10,0 раз экструдированной смеси и дополнительно осуществляют насыщение растянутой экструдированной смеси инсектицидом в количестве, по крайней мере соответствующем степени его насыщения при растворении в термопластичной смоле.Популярные патенты: 2281645 Устройство для размещения цветов и растений с подсветкой (варианты) ... к электрической сети через выключатель (не показан). Емкость 1 с растением устанавливают с блюдцем для сбора воды при поливе, например, по вертикальной оси на полку - пластину 14 в варианте 1 или в конический зажим оболочки 4, а сами оболочки 3 и 4 крепят, например, винтами к опорной пластине 9. Наличие питательной среды и света создают условия для нормального роста растения, причем свет одновременно может и обогревать емкость 1 и растение, создавая свой микроклимат.Полив (или долив питательной среды), а также режим включения источника света 6 может быть произведен как непосредственно человеком, так и автоматической системой (не показана). Одновременно используют и естественное ... 2160981 Способ создания плантаций солодки голой на обесструктуренных почвах в орошаемом земледелии ... вод, а многолетний галофит - солодка голая - их уровень, достигается вышеуказанный эффект. Проведенный заявителем анализ уровня технологий (способов) и техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителями не обнаружены аналоги, характеризующиеся признаками, идентичными всем существенным признакам заявленного изобретения. Предложенные ближайшие аналоги для способа позволили выявить совокупность существенных по отношению к усматриваемому заявителями техническому результату отличительных признаков в заявленном способе для осуществления ... 2452157 Рыхлитель-щелерез ... системы однолетних и многолетних с/х культур, применительно ко всем типам почв и особенно тяжелых, сверхтяжелых (с удельным сопротивлением (0,7 2,1)·10-3 МПа), суглинистых, задерненных и каменистых почв.Устройство находится на стадии проведения заводских и хозяйственных испытаний экспериментального макетного образца машины. Годовой экономический эффект на одну машину по предварительным расчетам составляет 7250 рублей. Формула изобретения Рыхлитель-щелерез, включающий раму, рыхлительные лапы, щелерезы, опорные колеса с механизмом регулировки, трос, зубовые боронки и плоскорез-глубокорыхлитель, отличающийся тем, что центрально-осевой двухъярусный щелерез скомпонован с ... 2253227 Устройство для регулирования температуры в улье ... для подключения источника питания, отличающееся тем, что введены стабилизирующее устройство, устройство для регистрации перегрева, микроЭВМ, микрофон соединен с входом устройства для регистрации перегрева, выход которого соединен с первым входом микроЭВМ, выход стабилизирующего устройства соединен с объединенными входами датчиков внутриульевой температуры и внешней температуры, второй вход микроЭВМ соединен со вторым входом датчика внешней температуры и первым входом задатчика внешней температуры, третий вход – со вторым входом датчика внутриульевой температуры и первым входом задатчика внутриульевой температуры, четвертый вход соединен с выходом фотоприемника, а выход микроЭВМ ... 2452165 Высевающий аппарат зерновой сеялки с централизованным дозированием семян ... 29).Недостатками высевающего аппарата являются истирание семян о неподвижную стенку корпуса и неравномерность высева при уклонах как в продольной, так и в поперечной плоскостях. Раскрытие изобретенияТехнический результат, который может быть достигнут с помощью предлагаемого изобретения, сводится к исключению механических толкающих и крошащих воздействий на семена, снижению их повреждаемости. Семена свободно перемещаются вдоль оси за счет сил гравитации с использованием винтовой поверхности.Технический результат достигается тем, что высевающий аппарат зерновой сеялки включает приемные камеры с загрузочными окнами, соединенными с бункером для семян. Дозирующее устройство состоит ... |
Еще из этого раздела: 2021671 Машина для уборки льна-долгунца 2184433 Рабочий орган щелевателя 2239968 Способ предпосевной обработки семян овощных культур 2163071 Способ определения потенциальной соленостной толерантности водных беспозвоночных 2298909 Устройство для сбора семян 2056743 Установка для выращивания пушных зверей 2164741 Устройство для заготовки древесины 2112361 Контроллер программируемого управления поливом 2259707 Способ озеленения территорий многолетними декоративными древесными растениями 2027341 Бункер для сыпучих материалов |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||