Намордник, способ его изготовления и способ его унификацииПатент на изобретение №: 2067824 Автор: Есипов Михаил Николаевич, Коваленко Владимир Павлович Патентообладатель: Есипов Михаил Николаевич, Коваленко Владимир Павлович Дата публикации: 20 Октября, 1996 Адрес для переписки: подача заявки29.12.1993 публикация патента20.10.1996 Изображения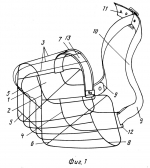 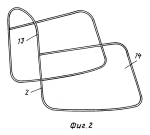 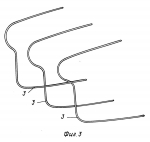 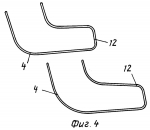 Изобретение относится к области сельского хозяйства. Сущность изобретения: намордник состоит из жесткого каркаса, выполненного из металлических проволочных элементов, снабженного проушинами, и крепления, например, в виде ремней с пряжкой. Каркас содержит основной формообразующий элемент, имеющий конфигурацию, повторяемую в различных типоразмерах изделия, и вспомогательные проволочные элементы заданной конфигурации, прикрепляемые к основному формообразующему элементу. Основной формообразующий элемент выполнен в виде передней дуги с загнутыми перпендикулярно ее плоскости концами, образующими боковые поверхности в форме замкнутых фигур, а проушины образованы вспомогательными проволочными элементами, образующими сетку на этих замкнутых боковых фигурах. Каркас дополнительно снабжен прокладкой, закрепленной с внутренней стороны верхней опорной плоскости каркаса и выполненной из мягкого материала. Способ изготовления намордника включает в себя сборку, которую выполняют с помощью контактной сварки, при этом сборку чередуют с формовкой. Основной формообразующий элемент первоначально формуют в виде плоской развертки с последующим присоединением к нему части вспомогательных элементов, после чего осуществляют объемную формовку основного формообразующего элемента и присоединяют оставшиеся вспомогательные элементы. Формование и сборку проводят в кондукторах, для защиты изделия от коррозии и придания ему эстетичности наносят покрытие. 3 с.п.ф-лы, 27 ил. , , , , , , , , , , , , , , , , , , , , , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУИзобретение относится к области удовлетворения жизненных потребностей человека и может быть использовано в производстве изделий по уходу за животными. Известны намордники, выполненные из кожи цельными [1] или из отдельных ремней [2] соединенных между собой заклепками и образующими сетку. Для крепления намордника к голове животного или к ошейнику служат ремешки с пряжкой. Такие намордники имеют ряд недостатков: намокают во время дождя, вследствие чего теряют первоначальную форму, вытягиваются, ухудшается их внешний вид; намокают от слюны животного, из-за чего снижается гигиеничность изделия; недостаточно приспособлены для чистки и мойки; недостаточно технологичны в изготовлении (их производство плохо поддается автоматизации); имеют низкую механическую прочность; для их изготовления используются дорогие натуральные материалы (кожа животных). Известны также намордники из пластмасс, выполненные цельными с отверстиями [3] или в виде решетки [4] разных типоразмеров. При большой технологичности изготовления они имеют недостатки, присущие пластмассе: старение; зависимость механических свойств от температуры окружающей среды; пониженная механическая прочность по сравнению с металлическими; изготовление их требует специального дорогостоящего технологического оборудования (литьевых машин) и дорогостоящей технологической оснастки (литьевых форм или штампов, которые необходимо изготавливать на каждый типоразмер изделия); пластмассовые намордники дешевы только при массовой производстве. Известны также намордники, содержащие решетчатый каркас из металлической сетки [5] Последние отличаются гигиеничностью, прочностью, большой комфортностью по сравнению с приведенными выше намордниками из кожи или пластмасс. Они обладают большими возможностями повышения эстетичности внешнего вида и совершенствования конструкции. Эти намордники приняты нами за прототип изобретения (устройства). К недостаткам этих намордников следует отнести: большое количество проволочных элементов каркаса и, как следствие, большое количество соединений; повышенная трудоемкость изготовления каркаса; повышенный расход проволоки. Известны способы изготовления намордников: литьем (пластмассовые литые намордники), формованием из цельного куска материала (кожи или металлической сетки) и сборкой из отдельных подготовленных заранее элементов и их соединением (намордники из ремешков). Способ изготовления намордников формованием из цельного куска материала также требует особых приспособлений (штаммов) а конструкции таких намордников не находят широкого применения (используются они в редких случаях для особо опасных и злых животных). Наиболее эффективным и технологичным способом изготовления намордников является способ, включающий изготовление отдельных элементов резкой и формованием и последующее соединение их в единую конструкцию. Этот способ принят нами за прототип предлагаемого способа изготовления намордников. Цель изобретения обеспечение типоразмеров и форм намордников и оптимальной технологичности их изготовления при одновременном снижении трудозатрат и повышении эстетичности внешнего вида. Изобретения представлены на чертежах, где изображено: фиг. 1 общий вид намордника в аксонометрии; фиг. 2, 3, 4, 5, 6 элементы каркаса в условно разобранном виде; фиг. 2 основной формообразующий элемент каркаса: фиг. 3 вспомогательные элементы (продольные перемычки), выполняемые в переменном количестве; фиг. 4 вспомогательные функционально направленные элементы (ушки для крепления ремней); фиг. 5 перемычки; фиг. 6 прокладка; фиг. 7 заготовки проволочных элементов (фотоснимки); фиг. 7-20 стадии изготовления основного формообразующего элемента и каркаса в целом; фиг. 8 изготовление заготовки основного формообразующего элемента (стадия гибки по шаблону) (фотоснимок); фиг. 9 заготовка основного формообразующего элемента; фиг. 10 изготовление развертки (одной боковины) основного формообразующего элемента в кондукторе (фотоснимок); фиг. 11 заготовка основного формообразующего элемента с одним приваренным концом, образующим замкнутую фигуру; фиг. 12 то же, с приваренной к замкнутой фигуре проушиной; фиг. 13 то же, с приваренной наклонной перемычкой; фиг. 14 заготовка основного формообразующего элемента со вторым приваренным концом, образующим вторую замкнутую фигуру; фиг. 15 то же, с приваренной ко второй замкнутой фигуре проушиной; фиг. 16 то же, с приваренной ко второй замкнутой фигуре перемычкой (плоская развертка основного формообразующего элемента); фиг. 17 плоская развертка основного формообразующего элемента (фотоснимок); фиг. 18 то же, объемно-сформованная (фотоснимок); фиг. 19 то же, с приваренными дугообразными верхней и нижней перемычками и поперечными перемычками (фотоснимок); фиг. 20 приварка продольных перемычек с одновременной их формовкой; фиг. 21, 22, 23, 24, 25, 26, 27 намордники разных форм и размеров для разных пород собак (фотоснимок) Ниже приводится конкретный пример выполнения намордника. Намордник состоит из жесткого каркаса 1, выполненного из металлических проволочных элементов 2, 3, 4, 5, 6, 7, 8 и крепления 9, например, в виде ремней 10 с пряжкой 11, закрепляемых на каркасе 1 (фиг. 1). Жесткий каркас 1 выполнен из основного формообразующего элемента 2 (фиг. 2) и вспомогательных элементов 3, 4, 5, 6, 7, 8, закрепляемых на основном элементе 2 (фиг. 3, 4, 5, 6). Элементы 2-8 выполнены из металлической проволоки. Основной формообразующий элемент 2 имеет конфигурацию, повторяемую в различных типоразмерах намордника (см. фиг.21-26). Вспомогательные проволочные элементы 3 (продольные перемычки) имеют определенную конфигурацию (фиг. 3), предпочтительно повторяющую конфигурацию профиля морды животного, и содержатся в каркасе 1 в количестве, переменном для каждого типоразмера (см.фиг. 21-26). Вспомогательные проволочные элементы 4 (проушины) в количестве 2-х штук предназначены для креплений ремней 10 (фиг. 4). Они располагаются по бокам каркаса намордника и образуют петли 12 для крепления ремней 10. Для фиксации положения вспомогательных проволочных элементов 3,4 и повышения жесткости используются дополнительные вспомогательные проволочные элементы (перемычки): поперечные перемычки 5, наклонные перемычки 6, верхняя дугообразная перемычка 7 и нижняя дугообразная перемычка 8 (фиг. 5). Основной формообразующий элемент 2 выполнен в виде передней дуги 13 с загнутыми перпендикулярно ее плоскости концами, образующими боковые поверхности в форме замкнутых фиг. 14 (фиг. 2). Проушины, образованные вспомогательными проволочными элементами 4, образуют сетку на замкнутых боковых фигурах 14. Для обеспечения комфортности при носке намордника металлический каркас дополнен прокладкой 15 (фиг. 6). Прокладка 15 установлена на внутренней поверхности каркаса 1 в месте опоры намордника на переносицу животного и закреплена концами на основном формообразующем элементе 2. Прокладка 15 выполнена в виде полоски из гибкого материала (например, кожи или кожзаменителя) и покрыта снизу мягкой пористой тканью 16 (фланелью, фетром, войлоком, трикотажем и пр.) или поролоном. Способ изготовления намордника заключается в следующем. Из проволоки определенного диаметра (предпочтительно 2-3 мм) режут заготовки. Из заготовок предварительно формуют по специальным объемным шаблонам (кондукторам) проволочные элементы каркаса (фиг. 7): вспомогательные проволочные элементы (проушины) 4, верхнюю дугообразную перемычку 7, нижнюю дугообразную перемычку 8, поперечные перемычки 5, продольные перемычки 3. Из предварительной заготовки же формуют по шаблону 18 заготовку 17 основного формообразующего элемента 2 (фиг. 8,9) путем загибания концов. Изготавливают металлический жесткий каркас намордника путем сборки элементов в единую конструкцию. Сборку элементов выполняют с помощью контактной сварки, при этом сварку чередуют с формовкой. Формование и сборку производят в кондукторах. Операции проводят в последовательности, изображенной на фиг. 7-20. Основной формообразующий элемент 2 первоначально формуют в виде плоской развертки 19. При этом на развертке выполняют максимально возможное количество операций по соединению элементов. Развертку 19 основного формообразующего элемента 2 изготавливают следующим образом. Как было описано выше, из предварительной заготовки (отрезка проволоки) основного формообразующего элемента 2 формуют заготовку 17 путем загибания концов (фиг. 8, 9). В кондукторе 19 (фиг. 10) дополнительно загибают один конец заготовки 17 до образования замкнутой фиг.20 и сваривают (фиг. 11). К замкнутой фиг.20 приваривают на том же кондукторе 19 последовательно проушину 4 (фиг. 12) а затем наклонную перемычку 6 (фиг. 13). Те же операции повторяют со вторым концом основного формообразующего элемента 2 (фиг. 14, 15, 16). Получаем плоскую развертку 19 основного формообразующего элемента 2 с максимально возможным количеством приваренных вспомогательных элементов (фиг. 16). Фотоснимок этой развертки приведен на фиг. 17. Далее на кондукторе осуществляют объемную формовку основного формообразующего элемента 2 с образованием передней дуги 13 и боковых поверхностей, образованных замкнутыми фиг. 14 (фиг. 18). К объемно-сформованной конструкции основного формообразующего элемента 2 приваривают верхнюю дугообразную перемычку 7 и нижнюю дугообразную перемычку 8 (фиг. 19), а затем поперечные перемычки 5 (фиг. 19). Проводят рихтовку конструкции. Производят приварку на кондукторе вспомогательных проволочных элементов продольных перемычек 3 (фиг. 20). Приварку начинают с верхней дугообразной перемычки и производят с одновременной их формовкой по мере с варки в направлении верхняя дуга 13, верхняя поперечная перемычка 5, нижняя поперечная перемычка 5, нижняя дугообразная перемычка 8. Готовый сваренный металлический каркас намордника можно видеть на фиг. 21-26. После сварки выполняют зачистку концов на наждаке, зачистку мест сварки от наплывов, снятие острых кромок. На готовый металлический каркас наносят покрытие (цинкованием, оксидированием, никелированием, ионоплазменным напылением, хромированием и пр.). Благодаря этому поверхность каркаса приобретает серебристо-серый, желто-серый, золотистый и другие цвета, за счет чего повышается коррозионостойкость намордника и эстетичность внешнего вида. К готовому каркасу прикрепляют прокладку 15 и крепежные ремни 10. На фиг. 21, 22, 23, 24, 25, 26 приводятся фотоснимки опытных образцов намордников разнообразных форм и размеров для разных пород собак. 1. Служебное собаководство (Руководство для военизированной охраны ж/д транспорта), М. 1969. 2. Клуб служебного собаководства. Сборник. М. Изд-во ДОСААФ, 1985, с.40. 3. Авторское свидетельство СССР 880376." Намордник", заявл.21.03.80, опубл.15.11.81. 4. Заявка Франции N 2425196. "Намордник для теленка из пластмассы", опубл.11.01.80. 5. А. Суворов "Снаряжение для служебных собак. Клуб служебного собаководства", М. Изд. ДОСААФ, 1979, с.57. 2 4 6 8 10 12 14 16 18 20 22 24ФОРМУЛА ИЗОБРЕТЕНИЯ1. Способ унификации намордников при их изготовлении для собак различных пород и размеров путем изменения формы и размеров составляющих их элементов, отличающийся тем, что конфигурацию основного формообразующего элемента и вспомогательных элементов повторяют в различных типоразмерах намордников, а количеством, размерами и конфигурацией вспомогательных злементов регулируют их форму и размеры. 2. Намордник, содержащий жесткий каркас из металлических проволочных элементов, снабженный проушинами, и крепление, отличающийся тем, что каркас выполнен в виде основного формообразующего элемента, имеющего верхнюю опорную плоскость и переднюю дугу с загнутыми перпендикулярно ее плоскости концами, образующими боковые поверхности в форме замкнутых фигур, и снабжен выполненной из мягкого материала прокладкой, закрепленной с внутренней стороны верхней опорной плоскости, и дополнительными проволочными элементами заданной конфигурации, прикрепленными к основному формообразующему элементу, причем проушины образованы посредством вспомогательных проволочных элементов, образующих сетку на боковых поверхностях замкнутых фигур. 3. Способ изготовления намордника, включающий изготовление проволочных элементов резкой и формованием и последующую их сборку в единую конструкцию, отличающийся тем, что сборку выполняют с помощью контактной сварки, которую чередуют с формовкой, а операции по сборке проводят в следующей последовательности: основной формообразующий элемент первоначально формуют в виде плоской развертки с последующим присоединением к нему части вспомогательных элементов, после чего осуществляют объемную формовку основного формообразующего элемента и присоединяют оставшиеся вспомогательные элементы, причем формование и сборку производят в кондукторах для защиты изделия от коррозий и для придания ему эстетичности наносят покрытие.Популярные патенты: 2162635 Устройство для аэрозольного распыления (варианты) ... а посадочное гнездо для штока 109 выскочит со штока 110. Поскольку между задней стенкой 106 корпуса 103 и изогнутой частью 108 пускового механизма 107 образуется пространство S1 для сгибания, то, когда пломбу 102 удаляют, например, указательным пальцем, в то время как большой палец находится на конце пускового механизма 107, иногда возникают ситуации, когда пусковой механизм 107 поднимается назад, что ведет к сильному сгибанию изогнутой части 108. После этого посадочное гнездо для штока 109 может выскочить и встать на шток клапана 110, как показано на фиг. 11. В этом случае шток клапана 110 отжимается вниз и содержимое бьет струей. Помимо этих обычных систем распылительных ... 2455825 Пестицидная аэрозольная композиция ... ... 2182765 Имитатор звуков рыб ... схему на 1,3 сек. После паузы длительностью 1,3 сек электронный ключ 8 автоматически вновь запускает электронную схему. Полный цикл подачи и выключения сигнала повторяется в течение автономной работы имитатора звуков рыб. Как видно из фиг.3 и фиг.4, форма и спектр сигналов, создаваемых имитатором звуков рыб, адекватны форме биологических сигналов, издаваемых рыбами. Максимальные уровни биологического сигнала сельди 700-950 Гц (фиг.4) включают диапазон частот сигналов, издаваемых имитатором звуков рыб, 700-850 Гц. Промысловые испытания показали, что заявляемый имитатор звуков рыб позволяет генерировать звуки, благоприятно воздействующие на рыб, и является эффективной ... 2228024 Способ профилактики мастита у коров и устройство для его осуществления ... достигающее таких же результатов, присущих заявляемому техническому предложению, что позволяет сделать вывод об изобретательском уровне изобретения.Сущность изобретения поясняется чертежом, где изображен общий вид устройства для реализации способа профилактики мастита.Способ профилактики мастита у коров осуществляется следующим образом.На всю поверхность вымени, основание сосков и сами соски одновременно воздействуют НЧ ультразвуковыми колебаниями с мелкодисперсным веществом, создаваемыми воздушным потоком с частотой до 800 кГц, интенсивностью 1,5-2 Вт/см2 в течение 1-10 мин. В зависимости от состояния вымени подбирают параметры НЧ ультразвуковых колебаний. Например, если ... 2038763 Регулятор вакуума ... перемещения заслонки, повышение стабильности регулируемого вакуума; 2) ". клиновидный упор, острый угол которого направлен в противоположную основаниям патрубков сторону и равен углам зацепов, прикрепленных к заслонке с двух сторон трехугольного выреза." что предотвращает поднятие заслонки выше предельно допустимого значения и тем самым исключает непосредственное (прямое) перетекание рабочей среды из воздушного патрубка в выходной патрубок, а наличие клиновидного зацепа обеспечивает надежность удержания замкового соединения, повышение стабильности регулируемого вакуума; 3) ". кромки удлиненного основания воздушного патрубка как и соприкасающиеся с заслонкой стенки входного ... |
Еще из этого раздела: 2256318 Инъектор для капельного орошения 2440721 Способ определения вредоносности насекомых комплекса "гнус" для крупного рогатого скота 2073513 Способ профилактики технологических стрессов молодняка крупного рогатого скота 2201069 Травяное покрытие на основе гибкого полотна 2121787 Устройство для регулирования температуры воздуха в теплице 2437864 Способ микробиологической переработки птичьего помета 2477036 Агрегат для предпосевной обработки почвы и посева 2404581 Способ изготовления муляжей анатомических препаратов полых и трубчатых органов 2141756 Способ многоуровневого культивирования растений и устройство для его осуществления 2112361 Контроллер программируемого управления поливом |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||