Способ формирования тестового изделия кольцевой формы с помощью машины для формирования тестовых изделий кольцевой формыПатент на изобретение №: 2496320 Автор: Лук Илья Григорьевич (UA), Хода Евгений Григорьевич (UA) Патентообладатель: ОАО "Барский машиностроительный завод" (UA) Дата публикации: 27 Января, 2013 Начало действия патента: 19 Июля, 2011 Адрес для переписки: 23000, Украина, Винницкая обл., г. Бар, ул. Розы Люксембург, 5, ОАО "Барский машиностроительный завод", Е.Г. Хода Изображения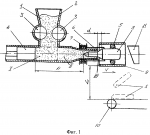 Изобретение относится к пищевой промышленности. Изобретение позволяет повысить точность и равномерность размеров формы тестового изделия кольцевой формы и таким образом повысить качество тестовых изделий кольцевой формы при их выпекании, а также уменьшить энергозатраты при их выпекании путем усовершенствования способа формирования тестового изделия кольцевой формы с помощью машины для формирования тестовых изделий кольцевой формы. 2 з.п. ф-лы, 1 ил., 1 пр. Изобретение относится к пищевой промышленности и может быть использовано при изготовлении тестовых изделий кольцевой формы, например бубликов или баранок, на хлебопекарном или кондитерском производстве. Известен способ работы машины для формирования бараночных изделий, который включает зависимое выполнение таких операций, как загрузка теста в накопитель теста машины, дальнейшую подачу теста в промежуточный установленный объем машины, равномерное распределение теста по промежуточному установленному объему машины, дальнейшую подачу теста в формовочный объем устройства машины, который приспособлен для формирования тестовых изделий кольцевой формы, выпрессовывание теста из формовочного объема и изготовление тестового изделия кольцевой формы, отрезание тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, и дальнейшее удаление тестового изделия кольцевой формы из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы [1]. Этот способ не обеспечивает достаточной точности и равномерности размеров формы указанного тестового изделия, поскольку в механизме подачи теста, в промежуточный установленный объем машины, никак не регламентируют, ни скорость вращения валков механизма подачи теста, ни расстояние между ними. В этом способе не устанавливают никакого значения избыточного давления теста в промежуточном установленном объеме машины, который может быть достаточным для равномерного заполнения тестом промежуточного установленного объема машины. При выпрессовывании теста из формовочного объема машины, также не обеспечивают точный объем выпрессованого теста. Регулирование расстояния хода поршня, с помощью которого выпрессовывают тесто, здесь также не осуществляют. При выпрессовывании теста из формовочного объема машины, ничем не регламентируют давление теста в формовочном объеме машины. При весьма низком давлении теста,, выпрессованое кольцо теста будет неравномерным по толщине. При весьма большом давлении теста, возможный противоток теста в обратном направлении, относительно направления движения поршня, который уменьшит точность дозирования выпрессованого объема теста. При прокачивании тестового изделия кольцевой формы, никак не регламентируют скорость передвижения тестового изделия, в продольном направлении, середнюю во времени. При весьма низкой скорости прокачивания указанного кольцевого тестового изделия, возможно прилипание тестового изделия к взаимодействующим поверхностям машины и отрыв от поверхностной части тестового изделия кольцевой формы небольших объемов теста. При весьма большой скорости прокачивания указанного тестового изделия кольцевой формы, возможно повреждение тестового изделия, при удалении его из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы. При удалении тестового изделия кольцевой формы из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, в указанном способе, тестовое изделие кольцевой формы падает на расстоянии, ничем не регулируемое, и ударяется об поверхность устройства, приспособленного для транспортировки изготовленных тестовых изделий кольцевой формы, любой частью своей поверхности, что часто приводит к повреждению формы тестового изделия кольцевой формы. Низкая точность размеров формы, и неравномерность размеров формы указанного тестового изделия, приводит к его неравномерному пропеканию, которое ухудшает качество изготовленного тестового изделия кольцевой формы, и увеличивает энергозатраты на его пропекание. В указанном устройстве невозможно устранить все указанные недостатки, поскольку все технологические операции являются зависимыми между собой. Их зависимость обусловлена общей кинематической схемой сложного механизма, в котором все его детали и узлы, независимо работать не могут. Наиболее близким есть способ работы универсальной делительно -закаточной машины для бараночных изделий, который включает независимое выполнение таких операций, как загрузка теста в накопитель теста машины, дальнейшую подачу теста в промежуточный установленный объем машины, равномерное распределение теста по промежуточному установленному объему машины, дальнейшую подачу теста в формовочный объем устройства машины, который приспособлен для формирования тестовых изделий кольцевой формы, выпрессовывание теста из формовочного объема и изготовление тестового изделия кольцевой формы, отрезание тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, и дальнейшее удаление тестового изделия кольцевой формы из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, а управление технологическими операциями, такими как подача теста в промежуточный установленный объем машины, выпрессовывание теста при формировании тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, а также транспортировка в печь тестовых изделий кольцевой формы с помощью устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, осуществляют в автоматическом режиме, используя при этом электронную информационную систему, которая способна управлять, в автоматическом режиме, всей работой машины для формирования тестовых изделий кольцевой формы [2]. Этому способу присущи такие самые недостатки. Хотя каждый из устройств универсальной делительно - закаточной машины для бараночных изделий, здесь может работать отдельно, независимо от других устройств, но все указанные выше недостатки, здесь никак не устранены. В основу изобретения поставлена задача, путем усовершенствования способа формирования тестового изделия кольцевой формы с помощью машины для формирования тестовых изделий кольцевой формы, повысить точность и равномерность размеров формы указанного тестового изделия, и таким образом повысить качество тестовых изделий кольцевой формы, при их выпекании, а также уменьшить энергозатраты на их выпекание. 1. Поставленная задача решается тем, что в способе формирования тестового изделия кольцевой формы с помощью машины для формирования тестовых изделий кольцевой формы, который включает независимое выполнение таких операций, как загрузка теста в накопитель теста машины, дальнейшую подачу теста в промежуточный установленный объем машины, равномерное распределение теста по промежуточному установленному объему машины, и дальнейшую подачу теста в формовочный объем устройства машины, который приспособлен для формирования тестовых изделий кольцевой формы, выпрессовывание теста из формовочного объема и изготовление тестового изделия кольцевой формы, отрезание тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, и дальнейшее удаление тестового изделия кольцевой формы из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, а управление технологическими операциями, такими как подача теста в промежуточный установленный объем машины, выпрессовывание теста при формировании тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, а также транспортировка в печь тестовых изделий кольцевой формы с помощью устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, осуществляют в автоматическом режиме, используя при этом электронную информационную систему, которая способна управлять, в автоматическом режиме, всей работой машины для формирования тестовых изделий кольцевой формы, новым является то, что при выпрессовывании теста из формовочного объема машины, обеспечивают точный объем выпрессованого теста, путем регулирования устройства машины, приспособленного для формирования тестовых изделий, кольцевой формы, причем при выпрессовывании теста из формовочного объема машины, через кольцевое отверстие, обеспечивают давление теста в формовочном объеме машины, среднее во времени, не меньше 25 кг/см2, но не больше 50 кг/см2, вдобавок, обеспечивают точное регулирование кольцевого отверстия, так, чтобы скорость выпрессовывания теста, при формировании тестового изделия кольцевой формы, была не меньше 1,5 см3/с, но не больше 15 см3/с, а прокачивание тестового изделия кольцевой формы осуществляют со скоростью передвижения тестового изделия кольцевой формы, в продольном направлении, средней во времени, не меньше 0,25 м/с, но не большей 0,45 м/с, и при удалении тестового изделия кольцевой формы, из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, обеспечивают минимальное расстояние его падения, при котором тестовое изделие кольцевой формы падает, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, ударяясь торцевой поверхностью кольца. 2. Новым по п.1 является то, что подача теста в промежуточный установленный объем машины, осуществляют с помощью любого устройства, которое способно создать избыточное давление теста в промежуточном установленном объеме машины, достаточное для равномерного заполнения тестом промежуточного установленного объема машины. 3. Новым по п.1 является то, что прокачивание тестового изделия кольцевой формы, осуществляют со скоростью, которая в начальное время прокачивания, больше средней скорости прокачивания, а в конечное время прокачивания, меньше средней скорости прокачивания. На фиг.1 схематически изображена машина для формирования тестовых изделий кольцевой формы, а также схематически указано выполнения способа формирования тестового изделия кольцевой формы. Точками обозначено тесто. Сплошной стрелкой и буквой V обозначено направление скорости прокачивания тестового изделия кольцевой формы. Пунктирной линией обозначены возможные положения тестового изделия кольцевой формы, при его падении в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы. Пунктирной линией также обозначен промежуточный установленный объем машины. Буквой L обозначено расстояние падения тестового изделия кольцевой формы. Буквой Р обозначено расстояние передвижения поршня устройства машины, приспособленного для формирования тестовых изделий кольцевой формы. Буквой d обозначена ширина кольцевого отверстия устройства машины, приспособленного для формирования тестовых изделий кольцевой формы. Способ осуществляют следующим образом. Тесто 1 загружают в накопитель теста машины 2 (фиг.1). Дальнейшая подача теста 1 в промежуточный установленный объем машины I, и равномерное распределение теста по промежуточному установленному объему машины I, осуществляют с помощью устройства подачи теста 3, которое может содержать валки любой формы поверхности. Т.е. валки устройства 3 могут содержать на поверхности канавки, как параллельные продольной оси симметрии цилиндра, так и наклонные к ней, а также выступы, впадины и др., любые формы, и их любые расположения на цилиндрической поверхности валков устройства 3. Вместо валков могут быть использованы даже шнеки или шестерни. Вращающееся движение валков 3 могут обеспечивать как электромоторы, так и пневмомотрри. Дальше подают тесто в формовочный объем устройства машины II, который приспособлен для формирования тестовых изделий кольцевой формы, с помощью поршня 4. Выпрессовывание теста 1 из формовочного объема II, и изготовление тестового изделия кольцевой формы 5, с помощью поршня 4, осуществляют через кольцевое отверстие III, ширина которого обозначена буквой d. Отрезание тестового изделия кольцевой формы 5, осуществляют с помощью ножа 6, который подпружинен пружиной 7. Прокачивание тестового изделия кольцевой формы 5, осуществляют по скалке 8 с помощью цилиндра 9, который способен передвигаться в продольном направлении со скоростью V. Передвигаясь в обратном направлении, цилиндр 9 передвигает нож 6, также в обратном направлении, и сжимает пружину 7. Двигаясь согласно направлению, указанного сплошной стрелкой на фиг.1, цилиндр 9 освобождает пружину 7, и отрезание тестового изделия осуществляют упругой энергией пружины 7. Дальнейшее удаление тестового изделия кольцевой формы 5, из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, осуществляют с помощью цилиндра 9 и выталкивателя 11. При выпрессовывании теста 1 из формовочного объема машины II, обеспечивают точный объем выпрессованого теста 1, путем регулирования устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, прежде всего, регулируя длину передвижения поршня 4. На фиг.1 это расстояние обозначено буквой Р. Точность объема выпрессованого теста, прежде всего, обуславливает точность формы тестового изделия кольцевой формы. Также, при выпрессовывании теста 1 из формовочного объема машины II, через кольцевое отверстие, обеспечивают давление теста в формовочном объеме машины, с помощью поршня 4, среднее во времени, не меньше 25 кг/см2, но не больше 50 кг/см2. Обеспечивать давление теста 1, меньше 25 кг/см2, не целесообразно, поскольку в этом случае, выпрессованое кольцо теста будет неравномерным по толщине. При низком давлении будет сильное неравномерное выдавливание теста через кольцевое отверстие III. Обеспечивать давление теста 1, больше 50 кг/см2, также не целесообразно, поскольку при большом давлении теста, возможен противоток теста в обратном направлении, относительно направления движения поршня 4, который уменьшит точность дозирования выпрессованого объема теста. При этом необходимо обеспечить точное регулирование кольцевого отверстия III, так чтобы скорость выпрессовывания теста 1, при формировании тестового изделия кольцевой формы 5, должна быть не меньше 1,5 см3/с, но не больше 15 см 3/с. Скорость выпрессовывания теста, меньше 1,5 см 3/с не целесообразна, поскольку в этом случае, выпрессованое кольцо теста будет неравномерным по толщине. Скорость выпрессовывания теста, также не должна быть больше 15 см3/с, поскольку в этом случае поперечное сечение кольца тестового изделия 5, будет иметь не круглую, а эллиптическую форму, которая значительно ухудшит качество тестового изделия 5, при его пропекании, и приведет к лишним энергозатратам. Прокачивание тестового изделия 5, по скалке 8, с помощью цилиндра 9, осуществляют со скоростью передвижения тестрвого изделия в продольном направлении, со средней скоростью во времени, не меньше 0,25 м/с, но не большей 0,45 м/с. Прокачивание тестового изделия 5, по скалке 8, с помощью цилиндра 9, со скоростью передвижения тестового изделия в продольном направлении, меньше 0,25 м/с, не целесообразно, поскольку в этом случае, при весьма низкой скорости прокачивания тестового изделия 5, будет происходить прилипание теста тестового изделия 5, к поверхности скалки 8, и поверхности цилиндра 9, которые контактируют с тестовым изделием 5. Это приведет к повреждению, то есть, к отрыву мелких объемов теста от поверхностного объема тестового изделия кольцевой формы 5, и, соответственно, к неравномерности кольцевой формы тестового изделия 5. Прокачивание тестового изделия 5, по скалке 8, с помощью цилиндра 9, со скоростью передвижения тестового изделия в продольном направлении, больше 0,45 м/с, не целесообразно, поскольку в этом случае, при весьма большой скорости прокачивания тестового изделия 5, возможно значительное повреждение формы тестового изделия 5, при столкновении с выталкивателем 11. Все указанные физические параметры работы машины для формирования тестовых изделий кольцевой формы, являются оптимальными, и обеспечат наибольшую точность и равномерность размеров формы тестового изделия кольцевой формы, и таким образом, повысят качество тестовых изделий кольцевой формы, при их выпекании, а также уменьшат энергозатраты при их выпекании. При удалении тестового изделия кольцевой формы 5, из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, обеспечивают минимальное расстояние его падения, при котором тестовое изделие кольцевой формы 5, падает в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, ударяясь торцевой поверхностью кольца. На фиг.1 это расстояние обозначено буквой L, и пунктирными линиями обозначены возможные положения тестового изделия кольцевой формы 5, при его падении в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10. Минимальное расстояние падения, необходимо для того, чтобы тестовое изделие кольцевой формы 5, имело наименьшую кинетическую энергию, и ударяясь об поверхность устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, его пластическая деформация была минимальной. Тестовое изделие кольцевой формы 5, при своем падении, имеет аэродинамическое сопротивление воздуха, и под его действием, и действием силы тяготения, которая приложена в точке центра тяготения кольцевого изделия 5, изменяет свою ориентацию в пространстве. Минимальное расстояние L должно быть таким, чтобы при своем падении, тестовое изделие кольцевой формы 5 ударилось об поверхность устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, своей торцевой частью. Это обеспечит минимальное повреждение его формы. Расстояние L определяют экспериментально, путем точного регулирования высоты устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10. Управление технологическими операциями, такими как подача теста 1 в промежуточный установленный объем машины I, выпрессовывание теста 1 при формировании тестового изделия кольцевой формы 5, прокачивание тестового изделия кольцевой формы 5, а также транспортировка в печь тестового изделия кольцевой формы 5, с помощью устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы 10, осуществляют в автоматическом режиме, используя при этом электронную информационную систему, которая способна управлять в автоматическом режиме всей работой машины для формирования тестовых изделий кольцевой формы. (На фиг.1 не указано). Электронная информационная система посылает соответствующие электрические сигналы на системы управления работой электромагнитных клапанов пневматической системы, электромоторов или пневмомоторов. Электронная информационная система обеспечивает постоянное точное регулирование и поддержания всех указанных физических параметров работы машины для формирования тестовых изделий кольцевой формы. Подача теста 1 в промежуточный установленный объем машины II, могут осуществлять с помощью любого устройства, которое способно создать избыточное давление теста 1, в промежуточном установленном объеме машины II, достаточный для равномерного заполнения тестом промежуточного установленного объема машины II. Такими устройствами могут быть, например, шестеренчатый насос, пневмоцылиндр с поршнем, и любые другие устройства. Создание избыточного давления в объеме II, исключает возможность возникновения пустот или пузырей воздуха в тесте 1, а также сделает более равномерным распределение теста 1 в указанном объеме. Это дополнительно увеличит точность дозирования теста 1, при выпрессовывании его из объема II, и как следствие, увеличит точность формы тестового изделия, кольцевой формы 5. Прокачивание тестового изделия 5, могут осуществлять со скоростью, которая в начальное время прокачивания, больше средней скорости прокачивания, а в конечное время прокачивания, меньше средней скорости прокачивания. Это уменьшит деформирование тестового изделия кольцевой формы 5, при столкновенье его с выталкивателем 11. При этом, увеличенная скорость прокачивания на начальном этапе, также будет оказывать содействие точности и равномерности размеров его формы, поскольку в этом случае, к минимуму будет сведено время, необходимое, на отрыв мелких объемов теста от поверхностной части изделия кольцевой формы 5. Таким образом, внедрение указанного способа, при эксплуатации машин для формирования тестовых изделий кольцевой формы, повысит качество тестовых изделий кольцевой формы, т.е. бубликов или баранок, и уменьшит энергозатраты на их выпекание. Формула изобретения1. Способ формирования тестового изделия кольцевой формы с помощью машины для формирования тестовых изделий кольцевой формы, который включает независимое выполнение таких операций, как загрузка теста в накопитель теста машины, дальнейшую подачу теста в промежуточный установленный объем машины, равномерное распределение теста по промежуточному установленному объему машины и дальнейшую подачу теста в формовочный объем устройства машины, который приспособлен для формирования тестовых изделий кольцевой формы, выпрессовывание теста из формовочного объема и изготовление тестового изделия кольцевой формы, отрезание тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, и дальнейшее удаление тестового изделия кольцевой формы из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, а управление технологическими операциями, такими как подача теста в промежуточный установленный объем машины, выпрессовывание теста при формировании тестового изделия кольцевой формы, прокачивание тестового изделия кольцевой формы, а также транспортировка в печь тестовых изделий кольцевой формы с помощью устройства машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, осуществляют в автоматическом режиме, используя при этом электронную информационную систему, которая способна управлять, в автоматическом режиме, всей работой машины для формирования тестовых изделий кольцевой формы, отличающийся тем, что при выпрессовывании теста из формовочного объема машины обеспечивают точный объем выпрессованного теста, путем регулирования устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, причем при выпрессовывании теста из формовочного объема машины, через кольцевое отверстие, обеспечивают давление теста в формовочном объеме машины, среднее во времени, не меньше 25 кг/см2, но не больше 50 кг/см2, вдобавок, обеспечивают точное регулирование кольцевого отверстия, так, чтобы скорость выпрессовывания теста, при формировании тестового изделия кольцевой формы, была не меньше 1,5 см3/с, но не больше 15 см3/с, а прокачивание тестового изделия кольцевой формы осуществляют со скоростью передвижения тестового изделия кольцевой формы, в продольном направлении, средней во времени, не меньше 0,25 м/с, но не большей 0,45 м/с, и при удалении тестового изделия кольцевой формы, из устройства машины, приспособленного для формирования тестовых изделий кольцевой формы, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, обеспечивают минимальное расстояние его падения, при котором тестовое изделие кольцевой формы падает, в устройство машины, которое приспособлено для транспортировки изготовленных тестовых изделий кольцевой формы, ударяясь торцевой поверхностью кольца. 2. Способ по п.1, отличающийся тем, что подачу теста в промежуточный установленный объем машины осуществляют с помощью любого устройства, которое способно создать избыточное давление теста в промежуточном установленном объеме машины, достаточное для равномерного заполнения тестом промежуточного установленного объема машины. 3. Способ по п.1, отличающийся тем, что прокачивание тестового изделия кольцевой формы осуществляют со скоростью, которая в начальное время прокачивания больше средней скорости прокачивания, а в конечное время прокачивания меньше средней скорости прокачивания. Популярные патенты: 2230467 Добавка к пищевым продуктам, биоцидный препарат, 2-(1-окси- 4-гидроксифенилен)-бензохинон (варианты) и способ его получения ... в том, что гидрохинон смешивают с гидроперитом в присутствии воды, добавляют 0,001-0,04% от массы смеси солей двухвалентного железа, нейтрализуют полученную смесь и выделяют полученный продукт.6. Способ по п.5, отличающийся тем, что гидрохинон смешивают с гидроперитом в весовом соотношении (30-40):(70-60).7. Способ по п.5, отличающийся тем, что гидроперит получают в ходе реакции в качестве промежуточного продукта взаимодействием мочевины и перекиси водорода. MM4A Досрочное прекращение действия патента Российской Федерации на изобретение из-за неуплаты в установленный срок пошлины за поддержание патента в силе Дата прекращения действия патента: 24.05.2005 Извещение опубликовано: ... 2114528 Устройство для клеточного содержания мелких животных ... закрытого ящика, в котором могут быть выполнены вентиляционные отверстия, причем на стороне гнездовья, прилегающей к стенке клетки 4, выполнен лаз 12, совпадающий с отверстием в стене клетки 4. Дно гнездовья опущено ниже уровня лаза 12. Предпочтительно помещать гнездовье на торцевую сторону клетки 4. Под реечными схемными секциями 11 пола нижнего яруса 2 выполнена течка 9 в виде усеченной пирамиды, имеющей в основании прямоугольник, стороны которого меньше сторон пола яруса. Внутренние поверхности течки 9 покрыты слоем не поддающегося гниению материала, в частности пергамина или полиэтилена. Течка 9 имеет сливной патрубок, уходящий в закрытый ящик 10 для сбора продуктов ... 2261588 Способ электростимуляции жизнедеятельности растений ... на 25% из перегноя и на 25% из песка. Наиболее оптимальными оказались плотности тока 2.5 А/м2 для переменного и 0.1 А/м2 для постоянного при непрерывной подаче электричества в течение полутора месяцев.Электризации подвергались и томаты. Экспериментаторы создавали в их корнеобитаемой зоне постоянное электрическое поле. Растения развивались намного быстрее контрольных, особенно в фазу бутонизации. У них была больше площадь листовой поверхности, повышена активность фермента пероксидазы, усиливалось дыхание. В результате прибавка урожая составила 52%, и произошло это в основном за счет увеличения размеров плодов и их количества на одном растении.Подобные эксперименты, как уже ... 2098936 Осевой вентилятор ... скоростей воздушного потока в соответствии с распределением зернового вороха по ширине решет воздушно-решетной очистки при работе зернокомбайнов на поперечных склонах. Это приводит к снижению потерь зерна в воздушно-решетной очистке зернокомбайнов. ФОРМУЛА ИЗОБРЕТЕНИЯ Осевой вентилятор, содержащий кожух с двумя входными и выходными окнами, рабочее колесо, состоящее из вала с закрепленными на нем крыльчатками осевого вентилятора правого и левого вращения и установленными по краям кожуха, в середине которого перпендикулярно оси вращения рабочего колеса закреплена перегородка, а в выходном окне установлен экран, отличающийся тем, что в выходном окне дополнительно ... 2160533 Способ профилактики и коррекции транспортного стресса у крупного рогатого скота ... потерь живой массы за перевозку при даче убойному молодняку корня солодки в течение 9 суток составило 10,1 кг (2,35%), сохранение массы туши - 8,4 кг (3,71%), внутреннего сала - 2,0 кг (16,0%), а в течение десяти суток соответственно 7,2 кг (1,67%); 6,2 кг (2,75%) и 2,0 кг (16,12%). Следовательно, проведенные исследования по испытанию различных доз и экспозиций корня солодки с целью снижения стрессового состояния животных в период их транспортировки и изучение влияния этой добавки на сокращение потерь живой массы, сохранение (увеличение) массы туши и внутреннего сала во всех случаях позволили установить целесообразность использования корня солодки. При этом наиболее эффективной ... |
Еще из этого раздела: 2112341 Лапа плоскорежущая 2464769 Машина для прессования тюков с вязальным устройством 2381650 Синергические фунгицидные комбинации биологически активных веществ и их применение для борьбы с нежелательными фитопатогенными грибами 2267897 Высевающий аппарат 2021671 Машина для уборки льна-долгунца 2106082 Устройство для укладки подстилочного навоза в бурт 2427121 Почвообрабатывающий агрегат 2159721 Способ и устройство для крепления двигателя мотокультиватора 2053664 Медогонка 2452165 Высевающий аппарат зерновой сеялки с централизованным дозированием семян |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||