Способ изготовления поплавка для глубоководного погружения орудия лова и поплавок, изготовленный этим способомПатент на изобретение №: 2251265 Автор: Рябоконь В.Н. (RU) Патентообладатель: Рябоконь Виталий Никифорович (RU) Дата публикации: 27 Декабря, 2004 Начало действия патента: 18 Октября, 2002 Адрес для переписки: 664074, г.Иркутск, ул. Добролюбова, 1, кв.44, А.И.Верхозиной Изображения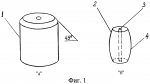 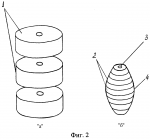 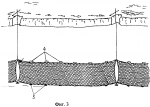 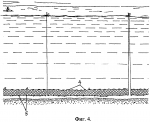 Изобретение относится к области промышленного рыболовства. Способ изготовления поплавка для глубоководного погружения орудий лова предусматривает его производство из материала с равномерно-замкнутой пористой структурой с малым удельным весом, в виде одной или более предварительно подготовленных заготовок. Вначале из материала делают заготовки в виде цилиндров или призм со сквозным внутренним продольным отверстием по центральной оси, затем каждую заготовку подвергают предварительному напряжению сжатием с получением элемента поплавка. При изготовлении поплавка из нескольких элементов проводят сборку и соединение полученных элементов, затем проводят выравнивание поверхности с приданием поплавку обтекаемой формы без острых граней и обработку продольного отверстия, после чего через 20-30 дней после его обработки проводят дополнительное уплотнение - закалку путем погружения поплавка, начиная с глубины 200 м с постепенным наращиванием глубины его погружения. Предварительное сжатие заготовок могут производить путем равномерного уплотнения их пористой структуры с уменьшением первоначальных размеров заготовок до прекращения усадки материала. При изготовлении поплавка, состоящего из одного элемента, с торцевой поверхности заготовки с обеих сторон перед ее предварительным сжатием могут снимать фаску под углом 45°. Соединение полученных предварительно напряженных сжатием элементов могут выполнять неразъемным. Неразъемное соединение предварительно напряженных сжатием заготовок могут осуществлять склеиванием. Обработку продольного отверстия могут производить кратковременным силовым воздействием в направлении к центру поплавка по центральной линии отверстия с обоих торцов. Это позволяет получить качественные поплавки многократного применения для эксплуатации их на больших глубинах, снизить материальные и эксплуатационные затраты при промысле рыбы, устранить деформации поплавков при их использовании. 2 с. и 7 з.п. ф-лы, 4 ил., 1 табл. Изобретение относится к производству оснастки орудий лова рыбы, а именно к производству поплавков, которые могут быть использованы в промышленном рыболовстве при промысле на больших глубинах. Получаемый в результате осуществления способа поплавок может быть использован также при погружении различных глубоководных аппаратов и оборудования на глубину 1000 м и более. Известен искусственный материал с равномерной замкнуто-пористой структурой, с очень малым удельным весом и большой плавучестью - пенопласт, применяемый для изготовления поплавков [Баранов Ф.И. Техника промышленного рыболовства. - М.: Пищепромиздат, 1960. - С.168-169] [1]. Для орудий лова на больших глубинах поплавки из пенопласта не применяют. Известен способ изготовления поплавков из пенопласта путем вырезания их из листа определенной толщины с пробивкой центрального продольного отверстия [Рыбы и рыбное хозяйство в бассейне озера Байкал. - Иркутск: Иркутское книжное издательство, 1958. - С.451-454] [2]. Недостатком известного способа является низкое качество получаемых поплавков, невозможность использования их при лове рыбы на больших глубинах. Известны поплавки для дрифтерных байкальских сетей из пенопласта в виде цилиндров и призм длиной от 30 до 70 мм и диаметром описанной окружности основания около 25 мм с центральным сквозным продольным отверстием, изготавливаемые из пенопласта, путем вырезания их необходимых размеров из листа пенопласта [Рыбы и рыбное хозяйство в бассейне озера Байкал. - Иркутск: Иркутское книжное издательство, 1958. - С.451-454] [2]. Недостатками известных конструкций поплавков является рыхлость, малая плотность исходного материала и вследствие этого низкое качество поплавков, их недолговечность. Поплавки, применяемые в настоящее время, подвержены сильному влиянию сил давления, возникающих на глубине и поэтому сильно деформируются и теряют плавучесть. Это делает промысел затратным и повышает себестоимость выловленной продукции. Техническим результатом заявляемого способа является получение качественных поплавков многократного применения для эксплуатации их на больших глубинах, снижение материальных и эксплуатационных затрат при промысле рыбы, устранение деформации поплавков при их использовании. Технический результат достигается тем, что способ изготовления поплавка для глубоководного погружения орудия лова предусматривает его производство из материала с равномерно-замкнутой газонаполненной пористой структурой с малым удельным весом, например пенопласта, пенополиуретана и др. Особенностью способа является изготовление поплавка из одного или нескольких элементов, получаемых из предварительно подготовленных заготовок. Способ включает в себя следующие операции. Вначале из материала делают заготовки в виде цилиндров или призм со сквозным внутренним продольным отверстием по центральной оси. Затем заготовки подвергают предварительному напряжению сжатием путем равномерного уплотнения их пористой структуры с уменьшением первоначальных размеров заготовок до прекращения усадки материала. При изготовлении поплавка из нескольких элементов, полученных в результате сжатия заготовок, элементы собирают и соединяют между собой. На следующей стадии проводят операцию выравнивания поверхности с приданием поплавку обтекаемой формы без острых граней и затем проводят обработку внутреннего отверстия поплавка с торцов с последующим проведением дополнительной операции уплотнения поплавка - закалки или без нее. При изготовлении поплавка, состоящего из одного элемента, с торцевых сторон заготовки перед ее равномерным предварительным сжатием выполняют фаску под углом 45°. При изготовлении поплавка, состоящего из нескольких заготовок, их соединение выполняют неразъемным. Неразъемное соединение может быть выполнено склеиванием. Обработку внутреннего отверстия поплавка проводят кратковременным силовым воздействием в направлении к центру поплавка по центральной линии отверстия с обоих торцов. Для увеличения долговечности поплавка возможна операция его дополнительного уплотнения - закалка, которую проводят через 20-30 дней после изготовления поплавка путем равномерного силового воздействия на него. При необходимости эффект дополнительного уплотнения поплавка - закалки получают также путем использования поплавка, начиная с малых глубин (около 200 м) с постепенным наращиванием глубины его погружения. Заявляемый способ позволяет получать поплавки, выполняемые из одной и более заготовок в зависимости от планируемых размеров поплавков и условий их использования на разных глубинах. Способ изготовления позволяет с малыми трудозатратами, применяя несложное, в том числе стандартное, оборудование, получать качественные поплавки многократного применения, выдерживающие длительное пребывание на большой глубине. Выбор материала для изготовления поплавка диктуется его способностью поддаваться уплотнению без разрушения структуры. Вариантов осуществления заявляемого способа несколько в зависимости от применяемого оборудования, механизации и автоматизации процессов, объема изготавливаемой продукции, мощности предприятия. Способ может быть осуществлен в условиях небольшой мастерской, а для больших объемов возможно их серийное изготовление в условиях автоматизированного производства. Ниже приведены конкретные примеры осуществления способа в условиях небольшой механизированной мастерской. Пример 1. При изготовлении поплавков для глубин погружения до 400 м из листа пенопласта Астраханского химкомбината фрезой нарезают заготовки цилиндрической формы диаметром 34-37 мм с отверстием в центре каждой заготовки. С торцевых сторон каждой заготовки с применением вращающихся наждачных дисков снимают фаску размером 4-5 мм × 45°. Одновременно заготовку освобождают от спекшейся заводской пленки. Затем равномерными ударами при плавном вращении заготовки и ее попеременном переворачивании с одного торца на другой проводят ее равномерное уплотнение до полной усадки. Направления удара при этом перпендикулярны плоскости, на которой равномерно вращается заготовка. Заготовка при этом принимает бочкообразную форму. Затем проводят операцию выравнивания и шлифования наружной поверхности поплавка для придания ему обтекаемой формы без острых граней, которые могут вызвать опасные напряжения. Заключительная стадия обработки включает обработку отверстия. Инструмент, например, в виде керна диаметром около 25 мм с острым концом вводят в отверстие и по нему наносят с усилием два-три удара по направлению к центру поплавка. Таким образом обрабатывают отверстие с обоих торцов. При этом отверстие под фал становится более прочным и поплавок окончательно принимает форму, исключающую возникновение разрушающих напряжений. Для увеличения долговечности поплавка через 20-30 дней после его обработки, до начала использования, проводят дополнительную операцию его уплотнения. Эффект дополнительного уплотнения - закалки получают также при использовании поплавка, начиная с малых глубин (с глубины 200 м), с постепенным наращиванием глубины его погружения. Поплавки, получаемые по приведенной выше технологии, могут успешно и длительно использоваться на глубинах 400 м. Пример 2. Специальной фрезой из листа пенопласта нарезают заготовки цилиндрической формы с центральным отверстием. С торцов заготовок снимают упаковочную пленку и каждую заготовку разрезают в горизонтальном направлении еще на несколько заготовок, получая при этом цилиндры сравнительно небольшой высоты с отверстием по центру. Механическое равномерное уплотнение каждой из них осуществляют на вальцовом станке при неоднократном прогоне заготовок между вальцами с последовательным уменьшением зазора между вальцами. Уплотненные до окончания усадки заготовки обезжиривают и соединяют между собой склеиванием. Количество соединяемых между собой предварительно уплотненных элементов заготовок определяют в зависимости от необходимого размера поплавка. После просушки поверхность поплавка выравнивают и придают ему обтекаемую бочкообразную форму без острых граней. Заключительную операцию обработки отверстия поплавка с торцевых сторон проводят, как в предыдущем примере. Поплавки, полученные описанным в примере 2 способом, составные, состоящие из нескольких соединенных между собой элементов, получаемых предварительным уплотнением заготовок, могут использоваться на глубинах 800-1000 м и более с достаточным запасом прочности. Техническим результатом изобретения является устранение возможности концентрации разрушающих напряжений сил, действующих на поплавок в процессе эксплуатации его на больших глубинах, увеличение срока службы поплавка, расширение ареала промысла. Технический результат достигается тем, что поплавок из материала в виде твердой пены с равномерно-замкнутой газонаполненной пористой структурой, с малым удельным весом и большой плавучестью, изготовленный описанным выше способом, имеет оптимальную, устойчивую для сжатия на больших глубинах форму, без острых граней, плотную напряженно сжатую структуру и состоит из одного и/или более предварительно напряженных сжатием элементов. На Фиг.1a, б даны заготовка и конструкция поплавка, состоящая из одного элемента. Поплавок предназначен, как правило, для лова рыбы на глубинах до 400 м. Заготовка 1 имеет вид цилиндра со сквозным отверстием по центральной оси, с фаской, выполненной с торцов под углом 45°. Конструкция поплавка 4 состоит из одного элемента 2 со сквозным отверстием 3 под фал. На Фиг.2а, б показаны заготовки для конструкции поплавка для глубин 800 м и более и получаемый поплавок. Заготовки 1 представляют собой объемные цилиндрические фигуры с отверстиями по центральной оси. Поплавок 4 (Фиг.2) состоит из нескольких элементов 2, соединенных между собой. Элементы 2 получают предварительным сжатием заготовок 1. Поплавок имеет сквозное отверстие 3 под фал. Элементы 2 связаны между собой неразъемным соединением. Предлагаемая конструкция поплавка имеет общепринятые стандартные размеры и отверстие под фал, это позволяет использовать его для существующих современных орудий лова. Внутренняя структура поплавка, получаемая благодаря его предварительному сжатию, обеспечивает ему работу на глубине как предварительно напряженной конструкции. Это препятствует проникновению воды внутрь поплавка, позволяет выдерживать длительные глубинные погружения без значительного изменения его плавучести. На Фиг.3 приведена схема установки сети для лова рыбы в зимний период со льда озера Байкал на глубину 400 м. На Фиг.4 - установка сетных полотен у дна озера Байкал при глубине в месте установки, равной 1000 м. Поплавки 4, состоящие из одного элемента 2 или нескольких элементов 2, в зависимости от глубины погружения сети устанавливают вдоль верхней кромки орудия лова (сетного полотна) при помощи веревки - фала, продеваемой в отверстия 3 поплавков. После крепления к нижней кромке сетного полотна грузил 5 сети опускают на необходимую глубину. Поплавки 4 при этом не только поддерживают вес сетного полотна, но и уравновешивают вертикальные усилия, возникающие под воздействием внешних сил [1, с.165]. На больших глубинах снасти подвергаются давлению. На глубинах 100-200 м давление составляет 10-20 атм. Через каждые 10 м погружения давление воды увеличивается на 1 атм [Там же, с.170]. Обычные поплавки при этом сминаются и теряют плавучесть. Предлагаемые поплавки при испытаниях выдерживают давление на глубинах 400 - 1400 м в течение 10-25 суток, при этом сохраняют высокие показатели плавучести при небольшом весе и объеме. На основании испытаний поплавков на различных глубинах автором выведен показатель эффективности поплавка, характеризующий степень его совершенства. В таблице 1 приведены технические характеристики поплавков при испытании их на различных глубинах. Даны значения показателя эффективности поплавка (ПЭ), равные отношению плавучести к объему поплавка в процентах. Поплавки могут быть многократно использованы для глубоководных орудий лова промысловых видов рыб: сетей, тралов и других, а также при проведении подводных работ на больших глубинах для спуска и фиксации различных глубоководных аппаратов и оборудования. Формула изобретения1. Способ изготовления поплавка для глубоководного погружения орудия лова, предусматривающий его производство из материала с равномерно замкнутой газонаполненной пористой структурой с малым удельным весом, отличающийся тем, что поплавок получают из одной или более предварительно подготовленных заготовок, для этого вначале из материала делают заготовки в виде цилиндров или призм со сквозным продольным отверстием по центральной оси, затем заготовки подвергают предварительному напряжению сжатием с получением элементов поплавка, при этом при изготовлении поплавка из нескольких элементов проводят сборку и соединение полученных элементов, затем проводят выравнивание поверхности с приданием поплавку обтекаемой формы без острых граней и обработку внутреннего отверстия с последующим дополнительным уплотнением поплавка (закалкой) или без нее. 2. Способ по п.1, отличающийся тем, что предварительное сжатие заготовок проводят путем равномерного уплотнения их пористой структуры с уменьшением первоначальных размеров заготовок до прекращения усадки материала. 3. Способ по п.1, отличающийся тем, что при изготовлении поплавка, состоящего из одного элемента, с торцевой поверхности заготовки с обеих сторон перед ее предварительным сжатием снимают фаску под углом в 45°. 4. Способ по п.1, отличающийся тем, что соединение полученных предварительно напряженных сжатием элементов выполняют неразъемным. 5. Способ по любому из пп.1, 4, отличающийся тем, что неразъемное соединение предварительно напряженных сжатием элементов осуществляют склеиванием. 6. Способ по п.1, отличающийся тем, что обработку внутреннего отверстия проводят кратковременным силовым воздействием в направлении к центру поплавка по центральной линии отверстия с обоих торцов. 7. Способ по п.1, отличающийся тем, что дополнительное уплотнение поплавка - закалку проводят через 20-30 дней после изготовления поплавка путем равномерного силового воздействия на него. 8. Способ по п.1, отличающийся тем, что дополнительное уплотнение поплавка - закалку проводят путем использования поплавка, начиная с малых глубин, с постепенным наращиванием глубины его погружения. 9. Поплавок для глубоководного погружения орудия лова, отличающийся тем, что изготовлен по п.1 из материала с равномерно замкнутой пористой структурой, с малым удельным весом и большой плавучестью, имеет обтекаемую форму, уплотненную напряженно-сжатую структуру и состоит из одного или более предварительно напряженных сжатием элементов. MM4A Досрочное прекращение действия патента из-за неуплаты в установленный срок пошлины за поддержание патента в силе Дата прекращения действия патента: 19.10.2008 Дата публикации: 20.04.2011 Популярные патенты: 2452157 Рыхлитель-щелерез ... разности сопротивления почвы на боковые ветви тросового рыхлителя 9 приводят его попеременно как бы в колебательное движения, при котором нависшие сорняки сбрасываются и оставляются в виде мульчи в обрабатываемом промежуточном пахотном слое почвы. Одновременно плоскорез-глубокорыхлитель 17 срезает и рыхлит нижний пахотный слой почвы по всей ширине захвата орудия. При этом используемый принцип послойно-ступенчатого рыхления, щелевания, боронования и глубокого рыхления позволяет обеспечить высокий агротехнический эффект качества, с одной стороны, и существенное снижение сопротивления почвы - с другой, то есть позволяет существенно снизить энергозатраты на каждый метр ширины ... 2487516 Почвообрабатывающая машина ... ротационных рабочих органа с эллиптическими дисками, имеющие гидравлический привод от гидромоторов, установленных внутри полого барабана на неподвижной опоре в виде швеллера с короткими полками. На валу гидромотора установлена ведущая шестерня, находящаяся в зацеплении с зубчатым колесом с внутренними зубьями, жестко связанным с барабаном. В наружном торце барабана выполнен подшипниковый узел с цапфой, приваренной к опоре. Внутренний торец барабана закрыт неподвижным диском. По периметру диска установлены шарики (ролики). Гидроцилиндр и тяги с шарнирами Кардано или петли из троса устанавливают угол атаки рабочих органов. Гидромотор со сдвоенным шкивом с тросами и ... 2146444 Способ выявления и отбора стрессоустойчивых животных ... устойчиво сохраняющих оценку поведения 3-3, что позволяет повысить эффективность способа за счет - расширения сферы применения способа на животных разных видов/пород; - повышения точности определения поведения вследствие выявления влияния средовых эффектов "социальной фасилитации" и "изоляционного ингибирования"; - увеличения соответствия между фенотипом и генотипом по поведению у животных, тестируемых индивидуально, вследствие исключения влияния эффекта "социальной фасилитации"; - снижения вероятности ошибки случайного определения фенотипа поведения у животных. Временной параметр второго тестирования животных через 1 ч после кормления расширен до 1-2 ч после кормления, что ... 2235450 Малогабаритная машина для обескрыливания, очистки и сортирования лесных семян ... качество обескрыливания.Наиболее близкой к предложенной конструкции по технической сущности является малогабаритная машина для обескрыливания, очистки и сортирования лесных семян, включающая узел обескрыливания, системы решетной и воздушной очистки обескрыленных семян и привод. Узел обескрыливания состоит из цилиндрического обескрыливателя с установленным внутри него валом, на котором закреплены элементы для отделения крыльев семян в виде в виде радиальных штанг с держателями пучков ворса, длина которых равна длине обескрыливателя. Над обескрыливателем помещен питатель, выполненный в виде бункера, снабженного шнеком с двумя лентами, имеющими противоположное направление навивки. ... 2127511 Композиция пленочного полимерного материала для покрытия теплиц и оптический активатор для полимерного материала (варианты) ... ... |
Еще из этого раздела: 2384052 Способ повышения эмбриональной жизнеспособности и естественной резистентности цыплят-бройлеров 2053664 Медогонка 2195644 Монитор для определения качества зерна 2182889 Дезинфицирующее средство 2020793 Способ выращивания растений и стаканчик для его осуществления 2475025 Средство для обработки семян зерновых и зернобобовых культур, пораженных фузариозом 2114107 Производные триазола, способ их получения и инсектоакарицидная композиция 2245614 Устройство для очистки вороха в зерноуборочном комбайне 2049387 Инкубатор индивидуального пользования 2489835 Гнездовой высевающий аппарат для посева проросших семян овощных культур |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||