Решетка для сортировки рыбы при промысловом ловеПатент на изобретение №: 2140150 Автор: Пиллер М.Д. Патентообладатель: Пиллер Марк Давидович Дата публикации: 27 Октября, 1999 Начало действия патента: 17 Ноября, 1998 Адрес для переписки: 195297, Санкт-Петербург, ул.Ушинского, д.18, кв.105, Пиллеру М.Д. Изображения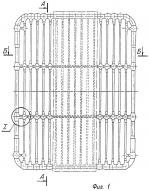 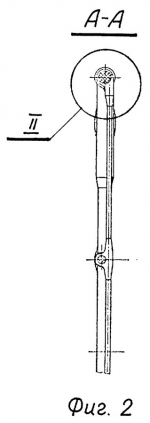 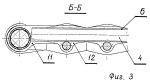 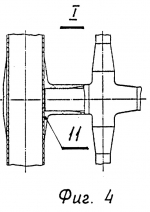 Изобретение относится к промысловому рыболовству, в частности к решеткам, помещаемым в трал и служащим для сортировки рыб разных размеров при промысловом лове. Решетка состоит из продольных, поперечных и внешних брусьев из полимерных материалов, армированных волокнами, непрерывными на протяжении длин брусьев. Брусья решетки могут быть выполнены из стеклопластика. В частном случае по крайней мере внешние брусья решетки могут быть армированы волокнами в различных направлениях. Брусья решеток могут быть соединены приформовкой или с помощью кронштейнов, в отверстиях которых закреплены брусья. Решетка может быть выполнена и цельноформованной. Реализация изобретения позволяет одновременно обеспечить коррозионную стойкость решеток в морской воде, повысить допустимые эксплуатационные нагрузки, уменьшить вес решеток в воде и снизить число кухтылей, прикрепляемых к решетке для обеспечения нулевой плавучести и тем самым уменьшения гидравлического сопротивления решетки с кухтылями и сокращения расхода топлива судном. 5 з.п. ф-лы, 7 ил., 4 табл. , , , , , , , , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУИзобретение относится к промысловому рыболовству, в частности к созданию решеток, помещаемых в трал и служащих для сортировки рыб разных размеров при промысловом лове. Такие решетки образуются продольными, поперечными и внешними брусьями. К решеткам для сортировки рыбы при промысловом лове (в дальнейшем - к "решеткам") предъявляются следующие основные требования: - коррозионная стойкость в морской воде, - прочность и устойчивость формы при действующих эксплуатационных нагрузках, - минимальный вес в воде, - минимальная масса, - максимальная технологичность при изготовлении в условиях мелкосерийного производства, - минимальная стоимость. Ниже поясняются отдельные из указанных требований. Требование минимального веса решетки в воде обусловлено, в первую очередь, тем, что для обеспечения оптимального лова решетка должна в минимальной степени деформировать трал. Для компенсации веса решетки в воде (отрицательной плавучести) к решетке прикрепляют кухтыли (поплавки), причем количество применяемых кухтылей тем больше, чем больше вес решетки в воде. Кухтыли, прикрепляемые к решетке, увеличивают гидравлическое сопротивление трала и расход топлива судном. Таким образом, требование минимального веса решетки в воде обусловлено и необходимостью снижения расхода топлива судном. Требование минимальной массы решетки вызывается необходимостью облегчения монтажных работ при монтаже решетки в трал и при демонтаже решетки из трала. Решетки применяются при лове различных рыб и на различных судах. Последнее означает, что они должны монтироваться в тралы различных размеров. Поэтому решетки, применяемые даже для лова одного вида рыб, имея общие расстояния между продольными брусьями, отличаются по габаритным размерам. Решетки, предназначенные для использования при лове различных рыб, существенно отличаются и по расстоянию между продольными брусьями. В связи с изложенным, годовая потребность в решетках одного типоразмера сравнительно невелика (десятки, реже сотни штук). С учетом таких объемов годового производства требование технологичности при изготовлении решеток означает требование технологичности при мелкосерийном производстве. С учетом указанных выше требований к решеткам могут быть сформулированы и основные требования к материалам, применяемым при изготовлении решеток: - коррозионная стойкость в морской воде, - максимальный предел текучести для металлов и максимальные пределы прочности при растяжении, изгибе и сжатии для неметаллических материалов, - максимальный модуль упругости, - минимальная плотность, - максимальная технологичность при изготовлении деталей решетки и решетки в целом в условиях мелкосерийного производства, - минимальная стоимость, - недефицитность сырьевых материалов. Все известные решетки изготовляются только из металлов, в частности из алюминиевых сплавов и из нержавеющих сталей. Отечественные решетки изготовляются из алюминиевого сплава АМг6 и из нержавеющей стали 12Х18Н9Т [1,2,3]. В табл. 1 приводятся сведения, необходимые для оценки способности применяемых в настоящее время металлов удовлетворять указанным выше требованиям к материалам решеток. Как видно из данных, приведенных в табл. 1, алюминиевый сплав АМг6 уступает нержавеющей стали 12Х18Н9Т по коррозионной стойкости в морской воде; имеет существенно меньшую жесткость (существенно меньший модуль упругости); почти не уступает стали по прочности; имеет значительно меньшую плотность; легче обрабатывается резанием; по технологичности гибки и сварки, а также по стоимости материалы примерно равны; легирующие добавки, необходимые для производства стали 12Х18Н9Т, значительно дефицитнее сырьевых материалов, необходимых для производства алюминиевого сплава АМг6. В последнее время наибольшее распространение получили решетки из нержавеющей стали [2,3]. Эти решетки и выбраны в качестве прототипа изобретения [3]. Решетки из нержавеющей стали типа 12Х18Н9Т обладают коррозионной стойкостью в морской воде, при обоснованно назначенных размерах обладают прочностью и устойчивостью формы при действующих эксплуатационных нагрузках и технологичны в условиях мелкосерийного производства. В то же время вес стальных решеток в воде оказывается значительным, что требует крепления к каждой стальной решетке большого числа кухтылей, кроме того, стальные решетки имеют значительную массу и стоимость, дефицитность легирующих добавок, необходимых для производства стали типа 12Х18Н9Т, делает дефицитной и саму указанную сталь. Целью изобретения является устранение указанных выше недостатков прототипа, в частности одновременное снижение веса решетки в воде, уменьшение массы решетки и стоимости, уменьшение дефицитности материалов, необходимых для изготовления решетки. Эта цель достигается выполнением продольных, поперечных и внешних брусьев, образующих решетку, из полимерных материалов, армированных волокнами, непрерывными на протяжении длин брусьев. Известно, что большинство пластмасс (чистые полимеры) имеют малую плотность (близкую к плотности воды). Однако одновременно чистые полимеры имеют и весьма низкие по сравнению с рассматривавшимися выше металлами пределы прочности и модули упругости [6], что делает невозможным использование известных в настоящее время чистых полимеров для создания рассматриваемых решеток, подвергающихся значительным эксплуатационным нагрузкам. Прочность и жесткость полимерных материалов резко возрастают при армировании этих материалов волокнами. При этом рост рассматриваемых механических характеристик материалов существенно зависит от длин используемых армирующих волокон. В табл. 2 для иллюстрации приводятся значения плотности, пределов прочности при изгибе и модулей упругости некоторых чистых и армированных полимерных материалов. Длины армирующих волокон в рассматриваемых армируемых материалах обуславливаются технологией получения изделий из этих материалов: - литьем - для стеклонаполненного полиамида П68С-30, - прессованием - для прессовочного материала АГ-4С, - вытягиванием и намоткой для профилированного стеклопластика. Длины армирующих волокон измеряются в изделиях из: - стеклонаполненного полиамида П68С-30 - тысячными долями метра, - прессовочного материала АГ-4С - сотыми долями метра, - профилированного стеклопластика - десятыми долями метра и метрами (определяются длинами изготовляемых профилей). Рост механических характеристик армированных полимерных материалов при переходе от стеклонаполненного полиамида П68С-30 к прессовочному материалу АГ-4С и от этого материала к профилированному стеклопластику обуславливается не только увеличением длин армирующих волокон, но и увеличением доли стеклонаполнителя в общей массе материала. Последнее является следствием применяемых технологических процессов получения изделий из рассматриваемых материалов. Как видно из данных, приведенных в табл. 1 и 2, армированные полимеры по прочности превосходят металлы, применяемые при изготовлении решеток, но уступают последним по жесткости. В то же время плотность армированных полимеров меньше плотности алюминиевых сплавов и существенно меньше плотности нержавеющей стали. В связи с изложенным представляет интерес сопоставление рассматриваемых материалов по относительным физико- механическим характеристикам - отношениям пределов прочности и модулей упругости к плотности. Сочетание максимальных значений указанных характеристик у того или иного материала определяет возможность получения из этого материала решетки, обладающей одновременно требуемой прочностью и устойчивостью формы, минимальными массой и весом в воде. В табл. 3 приведены указанные выше относительные физико-механические характеристики рассматривавшихся металлов, а также некоторых чистых и армированных полимеров. Как видно из данных, приведенных в табл. 3, профилированный стеклопластик по относительной прочности при изгибе существенно (в несколько раз) превосходит рассматривавшиеся металлы, а по относительной жесткости вплотную приближается к ним. Это позволяет предположить возможность создания из этого материала решетки, обладающей одновременно - требуемой прочностью и устойчивостью формы, - минимальным весом в воде, - минимальной массой. Очевидно, что решетка, изготовленная из прессовочного материала АГ-4С, имеющего рассматриваемые относительные характеристики, хуже, чем у профилированного стеклопластика, при той же прочности и устойчивости формы будет иметь больший вес в воде и большую массу, чем решетка из профилированного стеклопластика. Как видно из изложенного ниже, решетка из профилированного стеклопластика имеет и существенные технологические преимущества перед решеткой из прессовочного материала АГ-4С. 1. Путем вытягивания через фильеры необходимых размеров и очертаний могут быть получены стеклопластиковые профили с однонаправленным армированием любых необходимых при изготовлении решеток сечений и длин. Внешней подмоткой дополнительных слоев преимущественно с поперечной ориентацией армирования физико-механические характеристики материалов брусьев могут быть откорректированы. Использование профилированного стеклопластика в виде труб (как однонаправленных, так и с более сложной структурой армирования) дает дополнительные возможности при создании решеток. Основными вопросами при создании решеток с брусьями из профилированного стеклопластика являются вопросы обеспечения прочности, надежности и технологичности узлов соединения брусьев: эти вопросы должны решаться в основном экспериментальным путем. 2. Изготовление цельнопрессованной решетки из прессовочного материала АГ-4С (режим прессования: давление прессования примерно 30 МПа, температура прессования примерно 150oC) при мелкосерийном производстве представляется маловероятным, так как требует уникальных прессов с усилием более 10000000 н и использования сложной, трудоемкой в изготовлении и дорогостоящей оснастки. Разбивка решетки, выполняемой из прессовочного материала АГ-4С, на отдельные части позволит использовать широко распространенные пресса с усилием до 5000000 н, но в этом случае придется дополнительно решать вопросы минимизации массы, прочности, надежности и технологичности узлов соединений отдельных частей решетки. Изложенное выше, а также умеренная стоимость профилированного стеклопластика (ориентировочно - 5. . .7 долл.США/кг) показывает, что полимерный материал, армированный волокнами, непрерывными на протяжении длин брусьев, является перспективным материалом для создания решеток. Представляет интерес возможность создания решетки и из других известных полимерных материалов, армированных волокнами, непрерывными на протяжении длин брусьев, в частности из полимеров, армированных угольными и полиимидными волокнами. Заменяя стеклянные волокна на угольные, можно существенно повысить жесткость полимерного материала, а применяя полиимидные волокна вместо стеклянных, - повысить прочность. Но в настоящее время угольные волокна в 5 и более раз дороже стеклянных, а полиимидные в 2 раза дороже угольных. Из-за весьма высокой стоимости, по крайней мере в настоящее время, полимерные материалы, армированные угольными и полиимидными волокнами, не могут рассматриваться в качестве материалов, пригодных для изготовления решеток. Таким образом, в настоящее время оптимальным полимерным материалом для изготовления решеток является профилированный стеклопластик, армированный волокнами, непрерывными на протяжении длин брусьев решетки. Ниже рассматриваются частные конструктивные особенности исполнения решетки с брусьями из полимерных материалов, армированных волокнами, непрерывными на протяжении длин брусьев. Внешняя подмотка на брусьях дополнительными слоями преимущественно с поперечной ориентацией армирования может применяться не только для корректировки физико-механических характеристик материалов брусьев, но, и в первую очередь, для защиты брусьев от повреждений при ударных нагрузках. Такую подмотку целесообразно выполнять по крайней мере на внешних брусьях. Если брусья до подмотки дополнительных слоев были армированы волокнами продольной ориентации, то после подмотки дополнительных слоев, имеющих направление армирования преимущественно поперечное, полученные брусья станут брусьями, армированными волокнами в различных направлениях. Такими же брусьями будут и трубы, получаемые намоткой однонаправленной ленты или ленты из ткани под углом к оси трубы. Соединения брусьев в решетку проще всего выполнять приформовкой: сопрягаемые брусья в месте соединения заматываются несколькими слоями ленты ткани, пропитываемой полимерным связующим в ходе замотки. При этом способе соединения брусьев требуется минимальная номенклатура оснастки для изготовления решетки: необходимо лишь сравнительно простое приспособление, фиксирующее взаимное расположение брусьев в ходе приформовки. Недостатком указанного способа соединения брусьев является высокая трудоемкость приформовки и последующей зачистки, следствием чего становится повышенная стоимость решетки. Вторым вариантом соединения брусьев в решетку является применение кронштейнов, в отверстиях которых закрепляются брусья. Кронштейны могут быть получены литьем из различных материалов или прессованием (например, прессованием из материала АГ-4С). Предполагается, что при таком варианте соединения брусьев может быть получено снижение трудоемкости изготовления соединительных узлов и решетки в целом по сравнению с указанным выше первым вариантом соединения брусьев, а также снижение стоимости решетки. Недостатком такого варианта соединения брусьев является необходимость изготовления комплекта оснастки для производства кронштейнов. При этом каждая из единиц комплекта оснастки является относительно сложной и дорогостоящей. Поэтому реализация второго варианта соединения брусьев может оказаться целесообразной лишь при достаточно больших объемах производства решеток. Третьим вариантом соединения брусьев и получения решетки в целом является вариант, при котором решетка выполняется цельноформованной. В этом случае канаты из армирующих волокон, непрерывных на протяжении брусьев, предварительно сопряженные (например, сплетенные или связанные), помещаются в форму, в которой осуществляется их пропитка связующим. После отверждения связующего форма разнимается и из нее извлекается готовая решетка (этот вариант изготовления решеток может осуществляться и при сплетении и связывании канатов, уже пропитанных связующим). Рассматриваемый вариант является единственно возможным для изготовления решеток с непрямолинейными брусьями (о рациональности применения таких решеток - см., например, [1]). Однако при реализации этого варианта полимерный материал решетки, создаваемый в процессе формования, имеет меньшее относительное содержание стеклонаполнителя и, следовательно, меньшие физико-механические характеристики, чем такой же материал прямолинейных брусьев, изготовляемых вытягиванием. Поэтому при тех же нагрузках необходимо будет применять брусья больших поперечных сечений, что вызовет увеличение размеров решетки, ее массы и веса в воде. Кроме того, реализация этого варианта требует изготовления и использования относительно сложного комплекта оснастки, поэтому, как правило, целесообразна лишь при больших объемах производства решеток. На фиг. 1 изображена решетка с соединениями брусьев приформовкой, выполненная согласно изобретению (центральная часть решетки изображена упрощенно); на фиг. 2 показан разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - узел II на фиг. 2; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 6. Цифрами на фигурах 1...7 обозначены: 1 - внешний продольный брус, 2 - внешний поперечный брус, 3 - продольные брусья, 4 - поперечный брус, 5 - фиксатор, служащий для закрепления решетки в сетном полотне трала от перемещений в продольном направлении, 6 - кольцевая подмотка внешних и поперечных брусьев, служащая для увеличения прочности решеток при действии ударных нагрузок, 7 - внутренняя приформовка, соединяющая внешние брусья 1 и 2, 8 - кривой брус, заделываемый в решетку, служащий оправкой для производства приформовки 7, 9 - наружная приформовка, дополнительно с внутренней приформовкой 7 соединяющая внешние брусья 1 и 2, 10 - приформовки, соединяющие продольные брусья с внешней частью решетки, 11 - приформовка, соединяющая поперечный брус 4 с внешним продольным брусом 1, 12 - приформовка, соединяющая продольный брус 3 с поперечным брусом 4, 13 - приформовка, соединяющая фиксатор 5 с внешней частью решетки, 14 - приформовка, соединяющая фиксатор 5 с наружным продольным брусом 3. Для оценки технико-экономической эффективности предлагаемых решеток сопоставим основные характеристики выпускаемых в настоящее время из нержавеющей стали 12Х18Н9Т больших сортировочных решеток для лова трески и двух вариантов решеток того же назначения, выполняемых согласно изобретению (табл. 4). Для создания решеток согласно изобретению используются сплошные круглые прутки из стеклопластика, армированные в осевом направлении волокнами, непрерывными на протяжении длин брусьев. Диаметры этих прутков, использованных для образования; внешних брусьев - 0,036 м; продольных и поперечных брусьев - 0,015 м. Для повышения устойчивости формы решетки 1-го варианта при действии поперечной сжимающей нагрузки и одновременно для повышения прочности решетки при действии ударных нагрузок внешние брусья дополнительно заматываются до диаметра 0,04 м однонаправленной стеклопластиковой лентой, подаваемой под углом 60...70o к оси брусьев. Соединение всех брусьев решетки 1-го варианта осуществляется приформовкой (вариант соединения, наиболее простой в реализации и поэтому наиболее целесообразный при изготовлении опытных решеток). Такое же соединение брусьев предусмотрено и для 2-го варианта решетки из профилированного стеклопластика. От решетки 1-го варианта эта последняя решетка отличается тем, что с целью снижения массы и себестоимости предусматривается использование внешних брусьев без замотки стеклопластиковой лентой, а также уменьшение толщин приформовок. Данные о допустимых нагрузках для стальной решетки, а также для стеклопластиковых решеток, выполняемых согласно изобретению, получены расчетным путем. Ниже анализируются данные, приведенные в табл. 4. 1. По сравнению со стальной решеткой решетки из стеклопластика имеют большие размеры: = расстояния между внешними брусьями увеличены примерно на 4,3...5,5%: = диаметры внешних брусьев увеличены примерно - в 1,82 раза (1-ый вариант решетки), - в 1,64 раза (2-ой вариант решетки); = диаметры продольных брусьев увеличены в 1,25 раза; в то же время диаметры поперечных брусьев уменьшены примерно в 1,07 раза. 2. Сопоставление решеток по несущей способности. 2.1. Теоретическое значение критической сжимающей нагрузки, действующей на внешние продольные брусья на расстоянии 0,2 м от наружного края перпендикулярно осям продольных брусьев и вызывающей потерю устойчивости формы для 1-го варианта стеклопластиковой решетки в 1,2 раза больше, чем для стальной решетки: в то же время для стеклопластиковой решетки 2-го варианта оно примерно в 1,09 раза меньше (что является "компенсацией" за снижение массы и себестоимости 2-го варианта стеклопластиковой решетки по сравнению с 1-ым вариантом). 2.2. Стеклопластиковые решетки обоих вариантов (в дальнейшем - "стеклопластиковые решетки") допускают - сосредоточенную нагрузку, действующую в центре решетки перпендикулярно лицевой плоскости решетки, - растягивающие усилия, действующие по углам решетки параллельно осям продольных брусьев и создающие крутящий момент в плоскости решетки, - сосредоточенную нагрузку, действующую в центре поперечного внешнего бруса перпендикулярно к его оси и в направлении к центру решетки примерно в 2 раза большие, чем стальная решетка. 2.3. Стеклопластиковые решетки допускают нагрузку, распределенную по кругу диаметром 0,5 м, действующую в центре решетки перпендикулярно лицевой плоскости, причем результирующая распределенной нагрузки примерно в 2,39 раза больше результирующей такой же нагрузки для стальной решетки. 2.4. Стеклопластиковые решетки допускают нагрузку, действующую в центральной части решетки, распределенную по линии, лежащей в лицевой плоскости и перпендикулярной осям продольных брусьев, причем результирующая указанной нагрузки примерно в 3,48 раза больше результирующей такой же нагрузки для стальной решетки. 3. Массы стеклопластиковых решеток существенно меньше массы стальной решетки: = для стеклопластиковой решетки 1-го варианта - - примерно в 1,36 раза (на 12 кг), = для стеклопластиковой решетки 2-го варианта - - примерно в 1,57 раза (на 16,3 кг). 4. Расчетный вес стеклопластиковых решеток в воде существенно меньше расчетного веса в воде стальной решетки: = для стеклопластиковой решетки 1-го варианта - - примерно в 2,43 раза (на 230 н), = для стеклопластиковой решетки 2-го варианта - - примерно в 2,79 раза (на 250 н). 5. Число кухтылей, которые необходимо прикрепить к стеклопластиковой решетке для придания решетке нулевой плавучести, существенно меньше числа кухтылей, которые с той же целью необходимо прикрепить к стальной решетке: = для стеклопластиковой решетки 1-го варианта - - число кухтылей уменьшается с 16 до 7, = для стеклопластиковой решетки 2-го варианта - - число кухтылей уменьшается с 16 до 6. 6. Стоимость стеклопластиковой решетки 1-го варианта примерно равна стоимости стальной решетки. Стоимость стеклопластиковой решетки 2-го варианта примерно в 1,12 раза (на 110 долларов США) меньше стоимости стальной решетки. 7. С учетом меньшего числа и меньшей стоимости кухтылей, прикрепляемых к решеткам, стоимость стеклопластиковых решеток с кухтылями будет меньше стоимости стальной решетки с кухтылями: = для стеклопластиковой решетки 1-го варианта - - примерно в 1,07 раза (на 73,1 долл. США), = для стеклопластиковой решетки 2-го варианта - - примерно 1,18 раза (на 172,7 долл. США). В конечном счете технико-экономическая эффективность использования решеток, выполненных согласно изобретению, вместо известных металлических, определяется обстоятельствами, указанными ниже. 1. По сравнению с решетками из алюминиевых сплавов - большая коррозионная стойкость в морской воде и, как следствие, большая долговечность при эксплуатации. 2. По сравнению с решетками из нержавеющей стали типа 12Х18Н9Т и из высокопрочного алюминиевого сплава АМг6 - большая несущая способность при эксплуатационных нагрузках (результат того, что пределы прочности при изгибе стеклопластиков, армированных волокнами, непрерывными на протяжении длин брусьев, по паспортным данным в 4,1...4,7 раза, а фактически в 6,1...7 раз превышают пределы прочности при изгибе указанных металлов). При несущей способности по поперечной сжимающей нагрузке, в 1,2 раза превышающей несущую способность по этой же нагрузке стальной решетки, несущая способность по остальным эксплуатационным нагрузкам в 2...3,5 раза превышает соответствующие несущие способности стальной решетки. 3. По сравнению с решетками из нержавеющей стали - меньшая масса, что - облегчает монтаж решеток в трал и демонтаж решеток из трала, - уменьшает вес решеток в воде и число кухтылей, которые необходимо прикрепить к решетке для придания решетке нулевой плавучести. Уменьшение числа кухтылей, прикрепляемых к решетке, уменьшает стоимость решетки с кухтылями и одновременно, уменьшая гидравлическое сопротивление решетки с кухтылями в составе трала, сокращает расход топлива судном в процессе траления. При этом стоимость самих стеклопластиковых решеток не превышает стоимости решеток из нержавеющей стали. Возможно и снижение стоимости стеклопластиковых решеток по сравнению со стоимостью решеток из нержавеющей стали (для стеклопластиковой решетки 2-го варианта примерно в 1,12 раза или на 110 долларов США), но с одновременным снижением несущей способности по поперечной сжимающей нагрузке (примерно в 1,09 раза или на 600 н). 4. Для производства нержавеющих сталей типа 12Х18Н9Т необходимы материалы, являющиеся дефицитными уже в настоящее время (хром, никель, титан): в перспективе ожидается рост дефицитности таких материалов. Для производства стеклопластиков не требуется дефицитных материалов. Использованные источники: 1. Патент N 2007913, 1994. 2. СОРТЭКС. Селективная технология в рыболовстве. Рекламный проспект норвежской фирмы "НОФИ Тромсе". - 1995. 3. Рекомендации по применению сортирующей системы "SORT-V" на основе одной жесткой решетки при траловом промысле аркто-норвежской трески. Мурманск: Издание Полярного научно-исследовательского института морского рыбного хозяйства и океанографии им. Н.М. Книповича, 1996. 4. Конструкционные материалы. Справочник/Под общей ред. д.т.н. Б.Н.Арзамасова. - М.: Машиностроение, 1990. 5. Марочник сталей и сплавов/Под ред. В. Г.Сорокина. - М: Машиностроение, 1989. 6. Штейнберг Б.И., и Брайнман Б.Н. Справочник молодого инженера-конструктора. Издание второе, переработанное и дополненное/Под ред. к.т.н. Б.М. Брайнмана.- Киев: Техника, 1983. 7. Назаров Г.И. и др. Конструкционные пластмассы. Справочник. - М: Машиностроение, 1973.ФОРМУЛА ИЗОБРЕТЕНИЯ1. Решетка для сортировки рыбы при промысловом лове, содержащая продольные, поперечные и внешние брусья, отличающаяся тем, что брусья выполнены из полимерных материалов, армированных волокнами, непрерывными на протяжении длин брусьев. 2. Решетка по п.1, отличающаяся тем, что брусья выполнены из стеклопластика. 3. Решетка по п.1, отличающаяся тем, что по крайней мере внешние брусья армированы волокнами в различных направлениях. 4. Решетка по п.1, отличающаяся тем, что брусья соединены приформовкой. 5. Решетка по п.1, отличающаяся тем, что брусья соединены кронштейнами, в отверстиях которых закреплены брусья. 6. Решетка по п.1, отличающаяся тем, что решетка выполнена цельноформованной.Популярные патенты: 2024226 Производные s- -тиоакриламидов и композиция для предотвращения или ингибирования роста бактерий ... которые предварительно обрабатывали фунгицидными соединениями, инокулировали путем нанесения на них споровой суспензии стеблевой ржавчины до момента стока, используя для этого распылитель De vilbiss, при давлении 15 фунт/дюйм2 (1,05 атм). После инокуляции растения помещали во влажные условия с температурой примерно 75оF (24оС), где они экспонировались 12 ч в постоянной темноте и затем минимум в течение 3-4 ч при небольшом освещении с интенсивностью света примерно 500 фут-свечей (5350 лк). Температура в камере не превышала 85оF (29оС). В конце периода светового воздействия на растения помещали в теплицу, где они выращивались в течение 2 недель, после которых определяли процент ... 2415570 Искусственное роение и борьба с естественным роением пчелиных семей ... формы маточник.Таким образом, мы имеем запасную матку на случай необходимости. Такие нуклеусы легко объединить в нормальную семью, подготовив его к медосбору или зимовке. Искусственно отроившаяся пчелосемья обладает повышенной работоспособностью при стройке сотов, сборе нектара и пыльцы, в воспитании расплода, что обеспечивает быстрое развитие семьи и ее высокую продуктивность.В зависимости от силы, рой, созданный способом искусственного роения, возможно использовать:1) Ранние рои массой 3 кг и больше используют для создания новых семей пчел. Имея плодную матку, такие семьи усиливаются до основного медосбора с липы, гречихи и подсолнечника.2) Сильные рои, полученные за 7-10 дней до ... 2409937 Растение с высоким содержанием ребаудиозида а ... 40 частей по массе или более Ребаудиозида А к одной части Стевиозида; указанный способ получения подсластителя, содержащего 40 частей по массе или более Ребаудиозида А к одной части по массе Стевиозида, их содержание составляет 92% или более, характеризуется проведением перекристаллизации подсластителя, полученного в предыдущем параграфе. При улучшении сорта путем скрещивания и селекции способ идентификации выбранного сорта имеет важное значение. Авторы настоящего изобретения изучили способы идентификации, основанные на идентификации ДНК, с помощью метода RAPD. Настоящее изобретение относится к подсластителю превосходного подслащивающего качества и способу его получения. ... 2193304 Захват лесозаготовительной машины ... вращения. Изобретение основано на том, что приводной рычаг, передающий движение от силового привода (обычно гидравлического цилиндра) к качающемуся рычагу, закрепляют на оси качения средств подачи или обрезки сучьев или на отдельной оси в стороне от них с помощью пружины вращения. В соответствии с заявляемой конструкцией легко выполнить средства сжимания дерева с достаточно эффективной упругой связью попарно друг с другом для обеспечения достаточной адаптивности к неравномерности формы ствола дерева. Заявляемый объем настоящего изобретения может быть также расширен за счет присоединения к одному силовому приводу более чем одной пары подающих или сучкорезных средств. Преимущества ... 2279799 Балансир рыболовный ... джиг-балансир оснащают трейлером (прицепом) с крылом, которое одним концом крепится к корпусу. Амплитуда движений возрастает, время движения приманки по кривой на заданной глубине резко увеличивается. Крупная рыба, длительное время испытывающая локальное изменение давления воды, в основном щука, нападает на "жертву", но часто мощным броском срывает крыло, имеющее большую поверхность и, следовательно, склонное к разрыву при большом локальном давлении. Кроме того, крепление крыла к трейлеру и корпусу не надежно, поэтому часто крыло срывает встречным потоком даже в отсутствие поклевок.Если рассматривать движение джиг-балансира в прозрачной трубе, например, из плестигласа ... |
Еще из этого раздела: 2154296 Зерноуборочная машина, преимущественно зерноуборочный комбайн, с мультипроцессорным управляющим устройством 2227965 Способ возделывания бахчевых культур и устройство для его осуществления 2159721 Способ и устройство для крепления двигателя мотокультиватора 2444769 Жидкостный резервуар, устройство наблюдения для наблюдения под поверхностью жидкости и оптическая пленка 2415542 Пневматический высевающий аппарат 2076583 Способ выращивания растений в теплице и устройство для его осуществления 2492623 Портативный электроинструмент с управлением спусковым механизмом 2151493 Установка для гидропонного выращивания растений 2427999 Способ повышения плодородия мерзлотных засоленных почв в условиях криолитзоны 2287923 Роторный энергосберегающий мостовой агрегат для сельскохозяйственных работ |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||