Лемех, способ и инструмент для его изготовленияПатент на изобретение №: 2138142 Автор: Кочетков Н.Я., Дальниковский А.В., Нанаев В.А., Кондаков В.А., Нанаев Н.А., Рогозников П.А. Патентообладатель: Открытое акционерное общество "Луховицкая сельхозтехника" Дата публикации: 27 Сентября, 1999 Начало действия патента: 17 Июня, 1998 Адрес для переписки: 115569, Москва, ул.Шипиловская, д.5, кв.182, Брик О.И. Изображения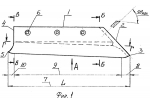 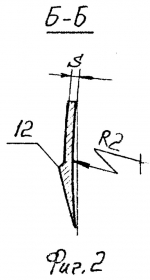 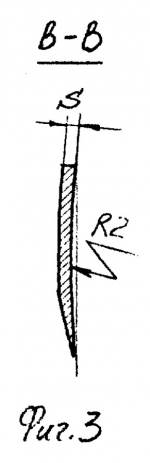  Изобретение предназначено для изготовления почвообрабатывающего лемеха и может быть использовано в сельскохозяйственном машиностроении. Лемех содержит носок, полевой и бороздной обрезы, спинку и режущую кромку лезвия. Режущая кромка выполнена из трех участков. Передний и задний участки лезвия выполнены криволинейными и переменными по толщине. Средний участок лемеха - прямолинейный и расположен под углом к спинке. На тыльной стороне лемеха выполнено утолщение в виде неправильного тетраэдра, верхнее ребро которого расположено параллельно среднему участку режущей кромки лезвия. Предложен также способ и инструмент для изготовления лемеха, обеспечивающие получение лемеха из стандартного листового или полосового материала. 3 с. и 2 з.п.ф-лы, 24 ил. , , , , , , , , , , , , , , , , , , , , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУИзобретение относится к почвообрабатывающим рабочим органам сельскохозяйственных машин, а именно к лемехам, а также может быть использовано при его производстве. Известен лемех трапециевидной формы, содержащий режущую кромку, носок, полевой и бороздной обрезы и спинку, а также крепежные отверстия, расположенные параллельно спинке лемеха (см. патент РФ N 2027331, 27.01.95, кл. A 01 B 15/04). Однако конструкция такого лемеха ненадежна в эксплуатации, т.к. в передней части на носке лемеха во время его заглубления создаются значительные напряжения изгиба, вызывающие поломку носка лемеха. В техническом решении по патенту РФ N 2027331 описан способ изготовления лемеха, заключающийся в формировании лемешной полосы с переменным по ширине поперечным сечением, имеющим кромку для лезвия режущей части и сплошное по длине полосы с тыльной стороны утолщение, увеличивающееся от кромки лезвия в сторону спинки, вырубке лемеха по наружному контуру и вырубке крепежных отверстий, ось которых располагают параллельно спинке лемеха. Однако данная технология изготовления предполагает использование дорогостоящих специальных горячекатаных стальных профилей, а сплошное по длине утолщение одинакового профиля, начинающееся от кромки лезвия, увеличивает материалоемкость, так как в пяточной части нет необходимости в таком утолщении. При таком способе изготовления получаемое прямолинейное лезвие снижает возможность заглубления, что уменьшает надежность выполнения лемехом технологического процесса. Известен инструмент для изготовления изделий типа лемеха по а.с. СССР N 1281187, 07.01.84, кл. A 01 B 15/04, состоящий из двух валков с одним ручьем, рабочая поверхность одного из валков выполнена цилиндрической, а другого - в виде сопряженных между собой двух поверхностей тороидальной и конической с переменным углом наклона образующей. Однако такой инструмент не обеспечивает получение надежного в работе лемеха, т.к. на нем нельзя получить утолщение на тыльной стороне лемеха, которое значительно упрочняет лемех. Наиболее близким техническим решением в части конструкции лемеха является "Плужный лемех" по а.с. N 1711692, 15.02.92, кл. A 01 В 15/04. Известный лемех содержит режущую кромку, состоящую из двух частей: носовой прямолинейной и задней прямолинейной, расположенной под углом к спинке. Однако такая конструкция не обеспечивает надежную работу лемеха, так как повышается сопротивление при перемещении лемеха из-за наличия переднего носового участка, расположенного поперек траектории движения плуга. Технической задачей настоящего изобретения является разработка такой конструкции лемеха, которая была бы надежна в эксплуатации на любых почвах, имела хорошую заглубляемость, а способ производства позволил получить снижение материалоемкости и энергоемкости его изготовления и возможности использования более дешевого проката, а использование определенного инструмента сократило бы затраты на производство лемеха. Поставленная задача достигается тем, что у лемеха, содержащего носок, полевой и бороздной обрезы и спинку, режущая кромка лезвия от носка на полевом обрезе до пятки на бороздном обрезе выполнена из переднего, среднего и заднего участков, передний и задний участки выполнены криволинейными с переменной толщиной лезвия, а средний участок, длина которого составляет 0,7-0,85 от длины всей режущей кромки лезвия, выполнен и расположен под углом к спинке лемеха, причем высота передней части среднего участка больше высоты задней части среднего участка, при этом тыльная сторона лемеха от полевого обреза до бороздного снабжена утолщением, выполненным в виде неправильного тетраэдра, максимальная высота которого равна 1,4-1,6 от толщины спинки и расположена у полевого обреза, минимальная, равная нулю, - у бороздного обреза, а верхнее ребро тетраэдра расположено параллельно среднему участку режущей кромки лезвия и удален от нее на величину 4-6 толщины спинки лемеха. Режущая кромка лезвия передней части выполнена в виде половины дуги сегмента окружности с радиусом, равным 0,05-0,15 от общей длины режущей кромки, и высотой сегмента 0,1-0,15 от радиуса окружности сегмента, а толщина лезвия переднего и заднего участков у носка и пятки имеет 0,3-0,4 от толщины спинки в местах перехода переднего и заднего участков в средний участок. Что касается способа, то он заключается в использовании стандартного листового или полосового проката постоянной толщины, в порезке листа (полосы) на заготовки, пробивке квадратных отверстий и их зенкеровании, местном нагреве на заготовке до ковочной температуры зон полевого обреза и режущей кромки, формообразовании утолщения с тыльной стороны и лезвия режущей кромки пластическим деформированием, отрезке части заготовки с образованием полевого обреза, гибке поперечного профиля и термическом упрочении с использованием ковочного тепла, а утолщение с тыльной стороны и переднюю режущую часть кромки лезвия образуют в определенной последовательности - сначала прокатывают заготовку в вертикальном положении в предварительном ручье валковых штампов и высаживают утолщение, потом прокатывают полуфабрикат с утолщением в горизонтальном положении в окончательном ручье валковых штампов, при этом переднюю криволинейную часть режущей кромки формообразуют путем уменьшения на 20-40% степени деформации, потребной для формообразования режущей кромки средней прямолинейной части лезвия, и затем формообразуют клиновидную режущую кромку остальных частей лезвия и смещают 0,1-0,15 необходимого объема в зону утолщения. Инструмент для изготовления лемеха содержит вращающиеся верхний и нижний валковые штампы с образованием двух предварительного и окончательного ручьев, а гравюра верхнего валкового штампа предварительного ручья имеет катающую поверхность, образованную переменными радиусами от Rmin до Rmax, разница значений которых составляет величину обжатия заготовки для высадки заданного утолщения, причем изменение радиуса подчиняется прямолинейному закону, а гравюра нижнего валкового штампа предварительного ручья выполнена с постоянным радиусом, при этом гравюра верхнего и нижнего валковых штампов окончательного ручья на участке, соответствующем переднему участку режущей кромки лезвия лемеха, имеет переменный профиль катающих поверхностей, образованных переменными радиусами от Rmin, до Rmax, разница значений которых составляет половину требуемой толщины лезвия режущей кромки на этом участке, а изменение значений радиуса подчиняется прямолинейному закону. В инструменте окончательный ручей валковых штампов снабжен подвижной в направлении прокатки опорной скалкой, опорная поверхность которой выполнена под углом, соответствующим углу наклона прямолинейной части режущей кромки, и снабжен фиксаторами с двух сторон для прокатываемого полуфабриката лемеха. На фиг. 1 представлен лемех, на фиг. 2 - разрез по Б-Б фиг. 1, на фиг. 3 - разрез по В-В на фиг. 1, на фиг. 4 - вид по стрелке А на фиг. 1, на фиг. 5 - разрез Г-Г на фиг. 1, на фиг. 6-16 - последовательность проведения операций по изготовлению лемеха, а на фиг. 17 - разрез по И-И фиг. 16, на фиг. 18 - инструмент для изготовления лемеха, на фиг. 19 - разрез по К-К фиг. 18, а на фиг. 20 - разрез Л-Л фиг. 18, на фиг. 21 - разрез М-М фиг. 18, на фиг. 22 - сечение I-I фиг. 20, на фиг. 23 - сечение II-II фиг. 20, на фиг. 24 - сечение III-III фиг. 20. Лемех содержит спинку 1, полевой обрез 2, носок 3, бороздной обрез 4, пятку 5, крепежные отверстия 6. Режущая кромка 7 лезвия от носка 3 на полевом обрезе 2 пятки 5 на бороздном обрезе 4 выполнена из трех участков. Передний участок 8 выполнен криволинейным в виде половины дуги сегмента окружности с радиусом 0,05-0,15 от общей длины L режущей кромки и высотой сегмента 0,1-0,15 от радиуса окружности сегмента. Средний участок 9 режущей кромки выполнен прямолинейным, его длина составляет 0,7-0,85 от общей длины режущей кромки. Задний участок 10 выполнен криволинейным. Средний участок 9 расположен под углом к спинке 1, причем высота передней части среднего участка больше высоты задней части среднего участка. Толщина переднего 9 и заднего 10 участков режущей кромки лезвия выполнена переменной по толщине. Так, толщина лезвия у носка 3 и пятки 5 составляет 0,3-0,4 от толщины спинки в местах перехода переднего 8 и заднего участков 10 в средний участок 9. Бороздной обрез 4 выполнен по кривой. В лемехе носок 3 находится выше пятки. Тыльная сторона лемеха снабжена утолщением 11 от полевого обреза 2 до бороздного обреза 4, выполненного в виде неправильного тетраэдра, причем максимальная его высота равна 1,4-1,6 от толщины спинки 1 и расположена у полевого обреза 2, а минимальная высота - равная нулю - расположена у бороздного обреза 4. Верхнее ребро 12 тетраэдра расположено параллельно среднему участку 9 режущей кромки лезвия и удалено от нее на величину 4-6 толщины спинки лемеха. Способ изготовления лемеха заключается в следующем. При наличии листового проката из него формируют полосы, а при наличии полосового проката берут полосу, из полученной или имеющейся полосы обрезают заготовки по длине и ширине лемеха. За счет рационального раскроя листа образуется минимум отходов. Для заготовок используют стандартный прокат постоянной толщины, В заготовках параллельно спинке лемеха пробивают квадратные отверстия, затем зенкуют их. Данные операции производят на универсальном оборудовании - листовых ножницах, прессах и сверлильных станках. Полученную заготовку с отверстиями подвергают местному нагреву до ковочной температуры в зоне режущей кромки и будущего местонахождения утолщения и полевого обреза. Данную операцию производят на универсальных индукционных нагревательных установках. На полученной таким образом заготовке производят пластическое деформирование с высадкой утолщения на тыльной стороне лемеха, прокатывая ее в вертикальном положении в предварительном ручье валковых источников, а затем прокатывают ее в горизонтальном положении в окончательном ручье, где производят формирование лезвия и одновременно окончательный набор утолщения. После проведения операций производят обрезку полевого обреза и гибку поперечного профиля лезвия также на универсальных прессах. Полученный лемех подвергают термическому упрочению с использованием ковочного тепла, а затем проводят отпуск. Переднюю криволинейную часть режущей кромки формообразуют путем уменьшения на 20-40% степени деформации, потребной для формообразования режущей кромки средней прямолинейной части лемеха. При формообразовании клиновидной режущей кромки остальных частей лезвия смещают 0,1-0,15 необходимого объема в зону утолщения. Предложенный способ производства лемеха обеспечивает сокращение на 50-70% затрат на приобретение дорогостоящего специального проката, т.к. позволяет использовать более дешевый стандартный листовой прокат постоянной толщины. Способ формообразования режущей кромки лезвия путем производительного универсального кузнечно-прессового оборудования повышает производительность производства лемехов. Инструмент для изготовления лемеха выполнен в виде валковых штампов. Инструмент имеет два ручья, ручей для предварительного набора переменного утолщения на тыльной стороне лемеха и ручей для окончательной высадки утолщения на тыльной стороне лемеха и формирования лезвия режущей кромки лемеха. Предварительный ручей образован верхним 13 и нижним 14 валковыми штампами. Гравюра верхнего 13 валкового штампа (см. фиг. 19) предварительного ручья имеет катающую поверхность, образованную переменным радиусами от Rmin до Rmax, разница значений которых составляет величину обжатия заготовки для высадки утолщения с тыльной стороны лемеха. Изменение радиуса от Rmin до Rmax подчиняется прямолинейному закону. Гравюра нижнего валкового штампа 14 (см. фиг. 19) предварительного ручья имеет катающую поверхность с постоянным радиусом. На фиг. 20 представлено сечение Л-Л окончательного ручья валкового штампа для изготовления лемеха. Окончательный ручей содержит верхний 15 и нижний 16 валковые штампы, а также опорную скалку 17 с фиксаторами 18. Гравюра или катающая поверхность верхнего 15 и нижнего 16 валковых штампов для обжима переднего участка 8 режущей кромки лезвия лемеха имеет переменный профиль катающих поверхностей. Эти поверхности имеют переменный радиус от Rmin до Rmax, разница значений радиусов составляет половину требуемой толщины лезвия режущей кромки на этом участке, а изменение значений радиусов также подчиняется прямолинейному закону. Окончательный ручей валковых штампов 15, 16 снабжен подвижной в направлении прокатки опорной скалкой 17, причем эта опорная поверхность выполнена под углом, соответствующим углу наклона средней 9 прямолинейной части режущей кромки, опорная поверхность снабжена фиксаторами 18 с двух сторон для удержания прокатываемого полуфабриката лемеха. На фиг. 22, 23, 24 показана последовательность выполнения операций в окончательном ручье, где происходит формирование режущей кромки лезвия лемеха, и одновременно окончательно формируют утолщение на тыльной стороне лемеха. Инструмент прост в изготовлении, т. к. закон изменения гравюры как в предварительном ручье, так и в окончательном имеет прямолинейную функцию, а полученный в этом инструменте лемех является прочным и надежным в работе. Лемех работает следующим образом. Лемех посредством крепежных отверстий 6 устанавливается на стойку-башмак корпуса плуга (на чертеже не показан). Процесс резания почвы лемехом осуществляется обычным способом. Первым в почву внедряется носок 3, затем передний участок 8 режущей кромки и часть полевого обреза 2. Криволинейность выполнения переднего участка 8 и полевого обреза 2 обеспечивает заглубление лемеха, а за счет криволинейности носовой части уменьшается напряжение изгиба, что снижает появление критических нагрузок, вызывающих поломку носовой части лемеха. Кроме того, выполненный криволинейный задний участок 9 режущей кромки и выполненное утолщение переменного профиля с максимальным сечением у полевого обреза 2 и минимальным у бороздного обреза 4 позволяет облегчить конструкцию лемеха, но в то же время сохранить его прочность в наиболее нагруженной носовой части, а также снизить тяговое сопротивление перемещения лемеха по дну борозды. Изобретение позволяет создать надежную конструкцию лемеха, снизить материалоемкость и энергоемкость его изготовления и сократить затраты на его производство за счет простой конструкции инструмента для изготовления лемеха.ФОРМУЛА ИЗОБРЕТЕНИЯ1. Лемех, содержащий носок, полевой и бороздной обрезы, спинку и режущую кромку лезвия от носка на полевом обрезе до пятки на бороздном обрезе, причем носок расположен выше пятки, отличающийся тем, что режущая кромка лезвия выполнена из переднего, среднего и заднего участков, передний и задний участки выполнены криволинейными с переменной толщиной лезвия, а средний участок, длина которого составляет 0,7-0,85 длины всей режущей кромки лезвия, выполнен прямолинейным и расположен под углом к спинке лемеха, причем высота передней части среднего участка больше задней среднего участка, при этом тыльная сторона лемеха от полевого обреза до бороздного снабжения утолщением, выполненным в виде неправильного тетраэдра, максимальная высота которого равна 1,4-1,6 толщины спинки и расположена у полевого обреза, минимальная равна нулю у бороздного обреза, а верхнее ребро тетраэдра расположено параллельно среднему участку режущей кромки лезвия и удалено от нее на величину 4-6 толщины спинки лемеха. 2. Лемех по п.1, отличающийся тем, что режущая кромка лезвия передней части выполнена в виде половины дуги сегмента окружности с радиусом, равным 0,05-0,15 общей длины режущей кромки, и высотой сегмента 0,1-0,15 радиуса окружности сегмента, а толщина лезвия переднего и заднего участков у носка и пятки имеет 0,3-0,4 толщины спинки в местах перехода переднего и заднего участков в средний участок. 3. Способ изготовления лемеха, заключающийся в использовании стандартного листового или полосового проката постоянной толщины, в порезке листа (полосы) на заготовки, пробивке квадратных отверстий и их зенкеровании, местном нагреве на заготовке до ковочной температуры зон полевого обреза и режущей кромки, формообразования утолщения с тыльной стороны и лезвия режущей кромки пластическим деформированием, отрезке части заготовки с образованием полевого обреза, гибке поперечного профиля и термическом упрочнении с использованием ковочного тепла, отличающийся тем, что утолщение с тыльной стороны и переднюю режущую часть кромки лезвия образуют в определенной последовательности - сначала прокатывают заготовку в вертикальном положении в предварительном ручье валковых штампов и высаживают утолщение, потом прокатывают полуфабрикат с утолщением в горизонтальном положении в окончательном ручье валковых штампов, при этом переднюю криволинейную часть режущей кромки формообразуют путем уменьшения на 20 - 40 % степени деформации, потребной для формообразования режущей кромки средней прямолинейной части лезвия, и затем формообразуют клиновидную режущую кромку остальных частей лезвия и смещают 0,1-0,15 необходимого объема в зону утолщения. 4. Инструмент для изготовления лемеха, содержащий образованные вращающимися верхним и нижним валковыми штампами предварительный и окончательный ручьи, отличающийся тем, что гравюра верхнего валкового штампа предварительного ручья имеет катающую поверхность, образованную переменными радиусами от Rmin до Rmax, разница значений которых составляет величину обжатия заготовки для высадки заданного утолщения, причем изменение радиуса подчиняется прямолинейному закону, а гравюра нижнего валкового штампа предварительного ручья выполнена с постоянным радиусом, при этом гравюра верхнего и нижнего валковых штампов окончательного ручья на участке, соответствующем переднему участку режущей кромки лезвия лемеха, имеет переменный профиль катающих поверхностей, образованных переменными радиусами от R1min до R1max, разница значений который составляет половину требуемой толщины лезвия режущей кромки на этом участке, а изменение значений радиуса подчиняется прямолинейному закону. 5. Инструмент по п.4, отличающийся тем, что окончательный ручей валковых штампов снабжен подвижной в направлении прокатки опорной скалкой, опорная поверхность которой выполнена под углом, соответствующим углу наклона прямолинейной части режущей кромки, и снабжена фиксаторами с двух сторон для прокатываемого полуфабриката лемеха.Популярные патенты: 2462864 Устройство составления экономичного кормового рациона и экономичного кормления животных и птиц ... в результате экономически оптимального управления на величину ее прироста - за счет снижения потерь цены реализованной в будущем продукции данной технологии , а также за счет экономии расхода корма в результате перехода от управления по критерию максимума продукции с любыми затратами при значении режима наивысшей продуктивности к управлению по критерию максимума прироста прибыли при экономически оптимальном значении управляемого параметра.Совокупность операций, алгоритм, набор правил способа следующий.1. В технологических реальных по значению сформированного сигнала изменяется расчетная доза корма.2. Каждый ингредиент дозы корма также изменяется в виде ... 2154940 Способ получения, содержания и хранения живого корма для биологических объектов птиц и рыб ... яиц, паразитированных трихограммой к контейнеру для наработки живого корма для рыб - 1, пристыковывают контейнер для разведения патогенов (маточник-П) - 72 и при помощи переходной кассеты для заселения энтомофагами, путем перенесения источника ультрафиолетового излучения - 29 из положения 1 в положение 72 заселяют контейнер - 72 трихограммой, которая в течение суток заселяет яйца - 9 озимой совки. После этого площадку для откладки яиц - 2 с отложенными бабочками - 28 заселенными трихограммой яйцами вынимают из контейнера 72 и опускают в 0,1%- ный раствор уксусной кислоты, после чего яйца с площадок для откладки яиц - 2 смываются. Концентрированную взвесь яиц совки помещают в ... 2119738 Орудие для уборки грубых кормов ... массы; кроме того, они также уменьшают рабочий объем камеры, полноту ее заполнения и снижают производительность. Кроме того, передний нижний брус в месте установки рамки под кожух и оси опорных колес разрезной; это приводит к снижению жесткости конструкции. Поэтому в процессе работы орудия возникающие вертикальные и горизонтальные нагрузки приводят к деформации бруса и рамки опорных колес, дополнительным затратам на их восстановление и в целом снижению эффективности использования волокуши. Наличие прокладок, устанавливаемых между осью опорных колес и рамой орудия для изменения расстояния между концами подбирающих зубьев и поверхностью поля, затрудняет выполнение операции и не ... 2472951 Машина (варианты) ... без шатунов и коленчатого вала изменением режимов работы цилиндров замещает функции компрессора, стартера, тормоза. Это создает условия для унификации двигателей, раличной мощности упрощения трансмиссий и ходовых систем, замещения функций тракторов, автомобилей, самоходов любого назначения.Энергию от поршней к колесам передают трансформатором или одним шатуном от множества поршней, ила храповым трансформатором, или сотовым трансформатором и делителем энергопотока с возможностью распределения энергии между колесами с учетом реакций и траектории движения. Двигатель-машина выполнена из пакета цилиндров, один из которых имеет отключатель и маховик для инерционного автономного пуска или ... 2302109 Способ снижения уровня никеля и свинца в крови и молоке коров техногенной провинции ... 1 группа (контроль)22,6±0,16 Никель 23,7±0,4924,9±0,17 25,6±0,372 группа (заявленный способ)24,7±0,33 26,5±0,1728,4±0,16 29,9±0,323 группа (прототип) 25,4±0,1927,7±0,13 29,1±0,1126,3±0,12 1 группа (контроль) 16,4±0,53Свинец 17,3±0,1218,2±0,14 19,4±0,44 2 группа (заявленный способ)15,8±0,43 16,2±0,3017,8±0,41 20,6±0,50 3 группа (прототип)17,6±0,22 18,3±0,3119,8±0,48 20,7±0,38Анализируя элиминацию никеля и свинца с мочой из организма подопытных животных необходимо отметить, что существенных различий под влиянием энтеросорбентов выявлено не ... |
Еще из этого раздела: 2091023 Способ защиты растений от заболеваний, вызванных нематодами 2185045 Способ посева, устройство для его осуществления и семявысевающий аппарат конструкции ибрагимова 2160520 Способ создания лакричных плантаций, предпочтительно солодки голой, на бросовых землях 2157068 Способ управления роением в пчеловодческом хозяйстве 2434381 Технологическая линия для приготовления и раздачи влажных кормов 2248687 Способ весеннего боронования озимых культур и зубовая борона для его осуществления 2113779 Агромост 2245013 Устройство для обмолота легкоповрежденных культур на примере нута (варианты) 2420940 Энергосберегающий способ обеззараживания семян люпина от антракноза 2152151 Гербицидная водорастворимая гранулированная композиция |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||