Способ расстойки тестовых заготовок и устройство для его осуществленияПатент на изобретение №: 2108040 Автор: Лапин Владимир Геннадьевич, Орлов Игорь Викторович Патентообладатель: Лапин Владимир Геннадьевич, Орлов Игорь Викторович Дата публикации: 10 Апреля, 1998 Адрес для переписки: подача заявки01.09.1997 публикация патента10.04.1998 Изображения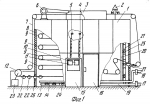 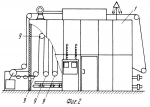 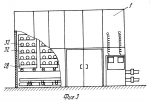 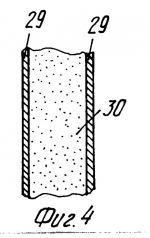 Изобретение относится к пищевой промышленности и может быть использовано в способах расстойки тестовых заготовок и устройствах для их осуществления. Изобретение направлено на повышение качества расстойки при одновременном повышении эргономичности. В соответствии с предлагаемым способом поддерживают постоянство температуры и влажности, используя их автоматическое регулирование в интегрально-пропорциональном дифференциальном режиме. При расстойке одновременно и непрерывно поддерживают температуру 30 - 42oС и относительную влажность 58 - 73%. Для осуществления способа применяют устройство, содержащее теплоизолированный расстойный шкаф 1 с дверью, в котором размещены элементы 13 и 21 обогрева и пароувлажнительные элементы 24 и 25, датчики влажности 4 и температуры 5, при этом элементы обогрева и пароувлажнительные элементы распределены по объему расстойного шкафа 1. В корпусе 15 расположены системы автоматического регулирования температуры и влажности, каждая из которых содержит интегрально-пропорционально-дифференциальный блок, который по входу соединен с соответствующим датчиком 4 или 5, а по выходу - с клапанами 17 и 18. В процессе расстойки тестовые заготовки выдерживают в расстойном шкафу 1 в течение заданного времени, устанавливаемого механизмом 23 при заданных температуре и влажности. Расстоявшиеся тестовые заготовки через окно 27 разгрузки перегружают на сетчатый транспортер печи. Использование способа и устройства позволило более чем на 10% увеличить выход годных хлебобулочных изделий. 2 с. и 9 з.п.ф-лы, 5 ил. , , , , ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУИзобретение относится к хлебопекарной промышленности и может быть использовано в способе расстойки тестовых заготовок и устройстве для его осуществления, преимущественно при изготовлении хлебобулочных изделий на предприятиях, использующих комплексные автоматизированные поточные линии. Наиболее близким по технической сущности к предлагаемому является способ расстойки тестовых заготовок, реализуемый при эксплуатации известного устройства, осуществляемый путем загрузки расстойного шкафа тестовыми заготовками, выдержки их в течение заданного промежутка времени, поддержания температуры и относительной влажности и разгрузки расстоявшихся тестовых заготовок [1]. Недостатком известного способа является низкое качество расстойки тестовых заготовок, обусловленное сложностью технологического процесса расстойки, состоящего из нескольких этапов. В известном способе используется простой двухпозиционный режим регулирования работы элементов обогрева и пароувлажнительных элементов, который не позволяет обеспечить поддержание с высокой точностью температуры и влажности среды в расстойном шкафу, поскольку сигналы, поступающие с датчиков температуры и влажности, поскольку сигналы, поступающие с датчиков температуры и влажности, обрабатываются в соответствующих блоках управления в указанном режиме, а он имеет временную характеристику, идентичную сигналу рассогласования. В связи с изложенным регулирование инерционных процессов в расстойном шкафу при использовании двухпозиционного режима происходит с запаздыванием, сопровождаемым перерегулированием, что приводит к снижению качества расстойки и соответствующему снижению качества изготавливаемых хлебобулочных изделий. Кроме того, при использовании известного способа оператору в течение смены приходится несколько раз прибегать к дополнительной ручной регулировке работы элементов обогрева и пароувлажнительных элементов, что приводит к снижению эргономичности. Наиболее близким по технической сущности к предлагаемому является устройство для расстойки тестовых заготовок, содержащее средство перемещения тестовых заготовок, выполненное в виде зигзагообразного бесконечного конвейера с люльками, теплоизолированный шкаф, в противоположных боковых стенках которого выполнены соответственно окна загрузки и разгрузки для прохождения конвейера, и размещенные в расстойном шкафу элементы обогрева и пароувлажнительные элементы, соединенные с пароподводящим трубопроводом, и контуры регулирования температуры и относительной влажности среды, каждый из которых включает соответствующий датчик и клапан [2]. В известном устройстве контур регулирования температуры в расстойном шкафу состоит из датчика температуры и регулятора, работающего в двухпозиционном режиме и связанного с электронагревательными элементами и тепловой батареей, а контур регулирования влажности включает в себя датчик влажности, регулятор, исполнительный механизм и вентиль. Недостатком известного устройства является низкое качество расстойки тестовых заготовок вследствие неравномерного распределения температуры и влажности по объему расстойного шкафа. В известном устройстве элементы обогрева и пароувлажнительные элементы локализованы в ограниченном пространстве вблизи стенок расстойного шкафа, и поэтому не удается обеспечивать условие поддержания требуемых параметров среды во всем объеме расстойного шкафа в процессе расстойки тестовых заготовок с учетом их перемещения. Кроме того, известное устройство имеет низкую эргономичность, поскольку его эксплуатация в процессе расстойки сопряжена с необходимостью ручной регулировки. Технический результат изобретения заключается в повышении качества расстойки тестовых заготовок, что позволяет повысить качество изготавливаемых хлебобулочных изделий при одновременном повышении эргономичности за счет полной автоматизации всего цикла расстойки без необходимости использования дополнительной ручной регулировки. Указанный технический результат достигается новым способом расстойки тестовых заготовок, применение которого сопряжено с использованием нового устройства. В соответствии с предлагаемым способом расстойки тестовых заготовок проводят загрузку расстойного шкафа тестовыми заготовками, выдержку их в течение заданного промежутка времени, поддержание температуры и относительной влажности и разгрузку расстоявшихся тестовых заготовок, при этом поддержание температуры и относительной влажности среды осуществляют в интегрально-пропорционально-дифференциальном режиме во всем объеме расстойного шкафа одновременно и непрерывно; причем предпочтительно поддержание температуры осуществлять в диапазоне 30-42oС, а относительной влажности среды 58-73%. Способ расстойки тестовых заготовок осуществляется устройством новой конструкции, содержащим средство перемещения тестовых заготовок, выполненное в виде зигзагообразного бесконечного конвейера с люльками, теплоизолированный шкаф, в противоположных боковых стенках которого выполнены соответственно окна загрузки и разгрузки для прохождения конвейера, размещенные в расстойном шкафу элементы обогрева и пароувлажнительные элементы, соединенные с пароподводящим трубопроводом, и контуры регулирования температуры и относительной влажности среды, каждый из которых включает соответствующий датчик, клапан, индикатор и интегрально-пропорционально-дифференциальный блок, вход которого соединен с датчиком соответствующего контура регулирования, а выход - с клапаном соответствующего контура регулирования и индикатором, причем элементы обогрева и пароувлажнительные элементы распределены в объеме расстойного шкафа; при этом предпочтительно ветви конвейера располагать горизонтально или вертикально, а средство перемещения снабжать механизмом регулирования времени расстойки, элементы обогрева и пароувлажнительные элементы распределять по поверхности, отстоящей от нижней стенки расстойного шкафа, и по поверхности, отстоящей от боковой стенки расстойного шкафа, в которой выполнено окно разгрузки; расстояние элементов обогрева и пароувлажнительных элементов от нижней стенки расстойного шкафа выбирать в диапазоне 50-100 мм, а от боковой стенки расстойного шкафа в диапазоне 150-200 мм; средство перемещения тестовых заготовок выполнять в виде многоярусных тележек; пароувлажнительные элементы - в виде перфорированных трубок с размещением перфораций вдоль одной линии и увеличением диаметров отверстий перфораций от пароподводящего трубопровода к окончаниям трубок; каждый элемент обогрева - в виде U-образной трубки; снабдить устройство установкой обработки рабочих поверхностей люлек конвейера, содержащим бактерицидные лампы и блок сушки с коробом и калорифером; ветвь конвейера, соединяющую участки в зонах окон загрузки и разгрузки, размещать над расстойным шкафом с установкой бактерицидных ламп, короба и калорифера последовательно над этой ветвью по направлению его движения. В предлагаемом способе за счет обеспечения в течение всего процесса расстойки постоянства температуры и влажности во всем объеме расстойного шкафа удается добиться постоянного увлажнения тестовых заготовок по всему объему каждой из них. В процессе расстойки автоматическое регулирование температуры и влажности в расстойном шкафу с целью поддержания указанных параметров в соответствии с заданными значениями осуществляют их регулирование в интегрально-пропорционально-дифференциальном режиме, что позволяет значительно повысить точность регулирования за счет предварительной обработки дифференциальной составляющей сигнала, поступающего с датчика, и последующего учета продолжительности рассогласования текущего значения по отношению к заданному значению. Тем самым обеспечивается высокая точность регулирования инерционных процессов в расстойном шкафу. В предлагаемом способе предпочтительно регулирование температуры и относительной влажности проводить одновременно и непрерывно, поскольку в этом случае необходимые параметры среды, в которой проходит расстойка, будут поддерживаться на протяжении всего цикла расстойки без рассогласования. Способ позволяет осуществлять регулирование температуры и относительной влажности в широком диапазоне регулируемых параметров. Так, температуру среды в расстойном шкафу предпочтительно выбирать в диапазоне 30-42oС, поскольку при температуры ниже 30oС возможно заветривание поверхностей тестовых заготовок, а при температурах, превышающих 42oС, на поверхностях тестовых заготовок будут образовываться трещины. При относительной влажности среды в расстойном шкафу менее 52% приходится значительно увеличивать время расстойки, а при относительной влажности превышающей 73% наблюдаются случаи переувлажнения. Для реализации способа предложено устройство, в котором элементы обогрева и пароувлажнительные элементы распределены в объеме расстойного шкафа, что позволяет обеспечить равномерное температурное поле по всему объему расстойного шкафа и равномерное пароувлажнение в этом объеме. Этому же способствует и надежная теплоизоляция всего внутреннего пространства расстойного шкафа за счет герметизации всех стенок, их стыков и двери. Для поддержания с высокой точностью заданных параметров среды в расстойном шкафу в устройстве предусмотрены соответствующие контуры регулирования. Для регулирования влажности имеется контур регулирования, в состав которого входит интегрально-пропорционально-дифференциальный блок, который по входу соединен с датчиком влажности, а по выходу - с клапаном, установленном на пароподводящем трубопроводе, и с индикатором. Аналогично выполнен контур регулирования температуры. Подобное выполнение контуров регулирования позволяет обеспечить регулирование относительной влажности и температуры в интегрально-пропорционально-дифференциальном режиме, что повышает точность поддержания заданных значений регулируемых параметров среды в расстойном шкафу. В устройстве при использовании его в составе комплексной автоматизированной линии по производству хлебобулочных изделий средство перемещения тестовых заготовок выполняется в виде бесконечного люлечного конвейера с соответствующим механизмом регулирования времени расстойки, при этом часть конвейера, расположенная в расстойном шкафу, имеет зигзагообразную форму, а в противоположных боковых стенках расстойного шкафа выполнены соответствующие окна загрузки и разгрузки. Зигзагообразная форма части конвейера при параллельном расположении ветвей конвейера позволяет обеспечить длительное перемещение тестовых заготовок при расстойке с возможностью регулирования скорости перемещения. Ветви конвейера при этом могут располагаться в горизонтальных или вертикальных плоскостях. При перемещении люлек конвейера в процессе расстойки обеспечивается интенсификация конвекции среды в объеме расстойного шкафа, что также способствует достижению равномерности распределения температуры и влажности в объеме расстойного шкафа. Повышению однородности параметров среды в шкафу способствует размещение элементов обогрева и пароувлажнительных элементов в плоскости, отстоящей от нижней стенки расстойного шкафа, поскольку в этом случае источники нагрева и подачи пара оказываются распределенными по всей нижней поверхности шкафа, обеспечивая создание восходящих потоков пара и тепла. Экспериментально установлено, что оптимальное расстояние, на котором следует располагать элементы обогрева и пароувлажнительные элементы от нижней стенки расстойного шкафа, составляет 50-100 мм, так как при расстояниях менее 50 мм наблюдались значительные утечки тепла на нижнюю стенку шкафа, а при расстояниях, превышающих 100 мм, непроизводительно расходуется объем расстойного шкафа. Кроме того, указанные элементы следует располагать и в плоскости, отстоящей от боковой поверхности шкафа, в которой выполнено окно разгрузки, чем обеспечивается создание дополнительной зоны, предотвращающей воздействие внешней среды на расстоявшиеся тестовые заготовки. Оптимальное расстояние плоскости, в которой расположены элементы обогрева и пароувлажнительные элементы, от боковой стенки расстойного шкафа составляет 150-200 мм, поскольку при расстояниях менее 150 мм не удается обеспечить полное устранение влияния внешней среды на расстоявшиеся тестовые заготовки, а при расстояниях, превышающих 200 мм, непроизводительно расходуется объем шкафа. В устройстве в случае использования его в составе маломощных хлебопекарных предприятий средство перемещения тестовых заготовок предпочтительно выполнять в виде многоярусных тележек, которые вручную загружаются в расстойный шкаф и также вывозятся из шкафа по окончании процесса расстойки. Расстойный шкаф в этом случае выполняется полностью герметизированным. В устройстве предпочтительно пароувлажнительные элементы выполнять в виде перфорированных трубок, которые расположены параллельно друг другу и присоединены к пароподводящему трубопроводу, размещенному вдоль одной из боковых стенок расстойного шкафа, при этом окончания трубок находятся вблизи противоположной стенки, что позволяет обеспечить подачу пара по всей нижней стенке расстойного шкафа. Этому же способствует и размещение перфораций вдоль одной линии трубки с постепенным увеличением диаметра перфораций от пароподводящего трубопровода к окончанию трубки, поскольку при этом компенсируется постепенное уменьшение избыточного давления поступающего пара по длине трубки. Элементы обогрева предпочтительно выполнять в виде U-образных трубок для теплоносителя, при этом один конец каждой трубки может быть присоединен к общему подводящему коллектору, а другой к общему отводящему коллектору. Перфорированные пароувлажняющие элементы при этом предпочтительно располагать в центральных плоскостях элементов обогрева. Подобное выполнение и распределение элементов обогрева позволяет обеспечить максимальное распределение их по всей стенке расстойного шкафа, что способствует созданию равномерного температурного поля по всему объему расстойного шкафа. Предпочтительно блоки, входящие в состав контуров регулирования температуры и влажности размещать в общем корпусе, располагаемом вне расстойного шкафа, при этом на передней панели корпуса размещены индикаторы, которые выполняются в виде цифровых табло текущих и заданных значений температуры и влажности. Подобное размещение индикаторов значительно облегчает работу оператора, способствуя повышению эргономичности. Предпочтительно в состав устройства ввести бактерицидные лампы, а также блок сушки с коробом и калорифером, что позволит обеспечить автоматическую очистку рабочих поверхностей люлек конвейера. При этом предпочтительно ветвь конвейера, соединяющую участки в зонах загрузки и разгрузки, размещать над расстойным шкафом и над ней последовательно по ходу движения конвейера располагать бактерицидные лампы, короб и калорифер. В этом случае первоначально проводится обработка освободившихся от тестовых заготовок рабочих поверхностей люлек, а затем их сушка, что позволяет устранить трудоемкий и длительный процесс очистки поверхностей люлек, который приходится использовать в известных устройствах и тем самым повысить эргономичность заявленного устройства. В соответствии с предлагаемым способом после приготовления теста осуществляют разделку его на тестовые заготовки, которые загружают в люльки бесконечного конвейера и через окно загрузки направляют в расстойный шкаф. При требуемых температуре и относительной влажности в течение заданного промежутка времени проводят расстойку загруженных тестовых заготовок. По завершении процесса расстойки тестовые заготовки перегружаются через окно разгрузки на сеточный транспортер печи. Пример 1. Способ расстойки тестовых заготовок, используемый при изготовлении батона "нарезного". После закатки тестовых заготовок, имеющих массу 555-565 г, они поступают на опрокидыватель и затем перегружаются в люльки бесконечного конвейера. В каждую люльку загружается 8 тестовых заготовок. Через окно загрузки люльки поступают в расстойный шкаф, в котором выдерживаются в течение 48 мин при температуре 36oС и относительной влажности 60%. После расстойки тестовые заготовки через окно разгрузки поступают на сеточный транспортер печи. Пример 2. Способ расстойки тестовых заготовок, используемый при приготовлении батона "подмосковный". После приготовления теста формируют тестовые заготовки массой 445-455 г. Тестовые заготовки перегружают в люльки и через окно загрузки направляют в расстойный шкаф, в котором выдерживаю их в течение 46 мин при температуре 38oС и относительной влажности 65%. После расстойки тестовые заготовки через окно разгрузки подаются на сеточный транспортер печи. На фиг. 1 изображено устройство для осуществления способа расстойки тестовых заготовок с горизонтальным расположением ветвей конвейера, вид сбоку; на фиг. 2 - устройство с вертикальным расположением ветвей конвейера; на фиг. 3 - устройство, в котором используются многоярусные тележки; на фиг. 4 - стенка расстойного шкафа; на фиг. 5- элемент обогрева и пароувлажнительный элемент. Устройство для расстойки тестовых заготовок содержит расстойный шкаф 1, который предпочтительно выполнять в виде прямоугольного параллелепипеда, бактерицидные лампы 2, устанавливаемые над верхней стенкой расстойного шкафа, короб сушильного блока 3, расположенный там же, датчик влажности 4, датчик температуры 5, калорифер 6, зигзагообразный бесконечный люлечный конвейер 7, теплоизоляционные стенки расстойного шкафа 8, шестерни конвейера 9, индикаторы, выполненные в виде цифрового табло текущих и заданных значений влажности 10 и цифрового табло текущих и заданных значений температуры 11, ведущая шестерня конвейера 12, элементы обогрева 13, размещенные над нижней стенкой расстойного шкафа, пароподводящий трубопровод 14 для пароувлажнительных элементов, размещенных над нижней стенкой расстойного шкафа, корпус 15, в котором размещены блоки контуров регулирования температуры и влажности, дверь 16 расстойного шкафа, клапан 17, установленный на подводящем коллекторе теплоносителя, клапан 18, установленный на пароподводящем трубопроводе, подводящий коллектор теплоносителя 19, пароподводящий трубопровод 20 для вертикально расположенных пароувлажнительных элементов, элементы 21 обогрева, расположенные в вертикальной плоскости, люльки 22 конвейера, механизм 23 регулирования времени расстойки, пароувлажнительные элементы 24, расположенные над нижней стенкой расстойного шкафа, пароувлажнительные элементы 25, расположенные в вертикальной плоскости, окно загрузки 26, окно разгрузки 27, многоярусная тележка 28, внешние стенки расстойного шкафа 29, между которыми расположен теплоизоляционный слой 30, перфорации 31 на трубке пароувлажнительного элемента, при этом на чертеже в люльках изображены тестовые заготовки 32. В устройстве расстойный шкаф 1 обычно выполняется в виде прямоугольного параллелепипеда. Стенки расстойного шкафа 8 выполняются с теплоизоляционным слоем (фиг. 4) 30, имеющим толщину 30-40 мм. Стенки расстойного шкафа 29 соединяются либо посредством сварки, либо путем сборки из стандартных модулей, при этом все места соединений дополнительно покрываются герметиком, например гермопластиком. Герметизируются и стыки двери 16 со стенками шкафа, и таким образом все внутреннее пространство расстойного шкафа 1 оказывается теплоизолированным и герметизированным, что предотвращает какие-либо утечки тепла и пара из шкафа. При использовании в качестве средства перемещения тестовых заготовок бесконечного люлечного конвейера 7 в двух противоположных боковых стенках расстойного шкафа 1, расположенных перпендикулярно с дверью 16, выполнены соответственно окно загрузки 26 и окно разгрузки 27, через которые люльки 22 с тестовыми заготовками 32 поступают в расстойный шкаф 1, а по окончании процесса расстойки удаляются из него. Размеры окон 26 и 27 в стенках выбирают минимальными, на несколько мм превышающими размер ряда люлек 22, для прохождения конвейера 7. При использовании в качестве средства перемещения тестовых заготовок многоярусных тележек 28 (фиг.3) их вручную загружают через дверь 16, а после расстойки через нее вывозят. В качестве датчика влажности 4 предпочтительно использовать гигрометр, например, марки "DICSON" (фирма "JUMO", Германия). В качестве датчика температуры 5 может использоваться термопара, однако предпочтительно применять термометры сопротивления, например, марки "Рt-100". Датчики 4 и 5 устанавливают в верхней зоне расстойного шкафа 1 в экспериментально устанавливаемых точках, в которых измеряемые параметры соответствуют усредненным по объему шкафа. В каждом контуре регулирования температуры или влажности имеется интегрально-пропорционально-дифференциальный блок (на чертеже не показан), который содержит две последовательно соединенные две запараллеленных платы диапазонов измерений, мультиплексор, усилитель, аналого-цифровой преобразователь и вычислительный блок, при этом к другому входу его подключен блок, задающий определенное значение регулируемого параметра (температуры или влажности), а выход вычислительного блока через порты подключен к выходным каскадам, которые присоединены к клапану и к индикатору, который обычно выполняется в виде цифрового табло 10 или 11. Клапаны 17 и 18, устанавливаемые на трубопроводах подачи пара 14 и теплоносителя 19, предпочтительно выполнять в виде электроклапанов, управляющие сигналы на которые поступают с интегрально-пропорционально-дифференциальных блоков. Бесконечный люлечный конвейер 7 содержит замкнутые цепи (на чертеже не показаны), шестерни 9 и 12 и подвешенные люльки 22, в качества покрытий на которых используется фильтровальная ткань или шинельное сукно. Пароувлажнительные элементы 24 и 25 предпочтительно выполнять в виде перфорированных трубок (фиг.5) с внутренним диаметром 30-40 мм, при этом перфорации 31 располагаются на одной линии, а диаметр отверстий перфораций постепенно увеличивается от пароподводящего трубопровода к окончанию трубки. Элементы обогрева 13 и 21 могут быть выполнены либо в виде электронагревателей, либо в виде трубок теплоносителя, предпочтительно U-образной формы. Пароувлажнительные элементы 24 и элементы обогрева 13 ориентированы перпендикулярно боковой стенке расстойного шкафа и перекрывают практически все расстояние между его противолежащими стенками. Над верхней поверхностью расстойного шкафа 1 последовательно установлены бактерицидные лампы 2, короб сушильного блока 3 и калорифер 6, образующие установку для обработки рабочих поверхностей люлек 22 после разгрузки из них тестовых заготовок 32. Устройство работает следующим образом. При пуске устройства в элементы обогрева 13,21 подают теплоноситель, а в пароувлажнительные элементы 24 и 25 поступает пар. С помощью контуров регулирования в объеме расстойного шкафа 1 устанавливаются заданные значения температуры и влажности, которые определяются оператором по показаниям цифровых табло 10 и 11. Бесконечный конвейер 7 при этом находится во включенном положении, и его люльки прогреваются. После замеса теста его разделывают на тестовые заготовки 32, которые при помощи опрокидывателя (на чертеже не показан) перегружаются в люльки 22 конвейера. При перемещении люлек в расстойном шкафу 1 происходит интенсификация процессов тепло- и массообмена, и во всем объеме шкафа непрерывно поддерживаются требуемые значения температуры и влажности. Поддержание заданных значений указанных параметров осуществляется при помощи контуров регулирования, которые подают соответствующие сигналы на клапаны 17 и 18 с учетом сигналов, поступающих с датчиков влажности 4 и температуры 5. Контуры регулирования при этом работают в интегрально-пропорционально-дифференциальном режиме, обеспечивающем высокую точность поддержания заданных значений параметров среды, в которой проходит процесс расстойки. Время расстойки устанавливается при помощи механизма регулирования 23, который может быть выполнен, например, в виде вариатора. По окончании процесса расстойки тестовые заготовки 32 разгружаются через окно разгрузки 27 и перегружаются на сеточный транспортер печи (на чертеже не показан). После разгрузки рабочие поверхности люлек 22 подвергаются над расстойным шкафом 1 действию бактерицидных ламп 2 и затем сушатся горячим воздухом, поступающим в короб 3 из калорифера 6. Тем самым осуществляется полная очистка рабочих поверхностей люлек 22 перед загрузкой новых тестовых заготовок. Затем загружаются новые тестовые заготовки 32, и цикл расстойки повторяется. На предприятии (АО "Мосхлебзавод N 6", Москва) были изготовлены и успешно прошли испытания опытные образцы предлагаемого устройства, при эксплуатации которого реализовывали предлагаемый способ. Испытания показали, что устройство обеспечивает значительно более высокое качество расстойки тестовых заготовок в сравнении с известными способами и устройствами. Если при использовании известных способов и устройств точность поддержания влажности составляла всего 15%, то предлагаемые способ и устройство позволяют поддерживать влажность с точностью до десятых долей процента, а точность поддержания температуры, составлявшая 0,5%, стала составлять 0,1%. Соответственно выход готовой хлебобулочной продукции за счет повышения качества расстойки увеличился более чем на 10%. Кроме того, предлагаемые способ и устройство обеспечивают более высокую эргономичность, поскольку процесс расстойки полностью автоматизирован и оператору не требуется прибегать к дополнительной ручной регулировке, а очистка рабочих поверхностей люлек конвейера также автоматизирована. 15%, то предлагаемые способ и устройство позволяют поддерживать влажность с точностью до десятых долей процента, а точность поддержания температуры, составлявшая 0,5%, стала составлять 0,1%. Соответственно выход готовой хлебобулочной продукции за счет повышения качества расстойки увеличился более чем на 10%. Кроме того, предлагаемые способ и устройство обеспечивают более высокую эргономичность, поскольку процесс расстойки полностью автоматизирован и оператору не требуется прибегать к дополнительной ручной регулировке, а очистка рабочих поверхностей люлек конвейера также автоматизирована.
ФОРМУЛА ИЗОБРЕТЕНИЯ1. Способ расстойки тестовых заготовок, предусматривающий загрузку расстойного шкафа тестовыми заготовками, выдержку их в течение заданного промежутка времени, поддержания температуры и относительной влажности и разгрузку расстоявшихся тестовых заготовок, отличающийся тем, что поддержание температуры и относительной влажности среды осуществляют в интегрально-пропорционально-дифференциальном режиме во всем объеме расстойного шкафа в течение всего цикла расстойки одновременно и непрерывно. 2. Способ по п. 1, отличающийся тем, что поддержание температуры осуществляют в диапазоне 30 - 42oС, а относительной влажности среды - 58 - 73%. 3. Устройство для расстойки тестовых заготовок, содержащее средство перемещения тестовых заготовок, выполненное в виде зигзагообразного бесконечного конвейера, теплоизолированный расстойный шкаф, в противоположных боковых стенках которого выполнены соответственно окна загрузки и разгрузки для прохождения конвейера, и размещенные в расстойном шкафу элементы обогрева, пароувлажнительные элементы, соединенные с пароподводящим трубопроводом, и контуры регулирования температуры и относительной влажности среды, каждый из которых включает соответствующий датчик и клапан, отличающееся тем, что каждый контур регулирования дополнительно содержит индикатор и интегрально-пропорционально-дифференциальный блок, вход которого соединен с датчиком соответствующего контура регулирования, а выход - с клапаном соответствующего контура регулирования и индикатором, а элементы обогрева и пароувлажнительные элементы распределены в объеме расстойного шкафа. 4. Устройство по п.3, отличающееся тем, что ветви конвейера расположены горизонтально или вертикально, а средство перемещения тестовых заготовок снабжено механизмом регулирования времени расстойки, при этом элементы обогрева и пароувлажнительные элементы распределены по поверхности, отстоящей от нижней стенки расстойного шкафа, и по поверхности, отстоящей от боковой стенки расстойного шкафа, в которой выполнено окно разгрузки. 5. Устройство по п.4, отличающееся тем, что расстояние элементов обогрева и пароувлажнительных элементов от нижней стенки расстойного шкафа составляет 50 - 100 мм, а от боковой стенки расстойного шкафа - 150 - 200 мм. 6. Устройство по п.3, отличающееся тем, что средство перемещения тестовых заготовок выполнено в виде многоярусных полотен. 7. Устройство по п.3, отличающееся тем, что пароувлажнительные элементы выполнены в виде перфорированных трубок. 8. Устройство по п.7, отличающееся тем, что перфорации пароувлажнительного элемента расположены вдоль одной линии, при этом диаметры отверстий перфораций постоянно увеличиваются от паропроводящего трубопровода к окончанию трубки. 9. Устройство по п.3, отличающееся тем, что каждый элемент обогрева выполнен в виде U-образной трубки. 10. Устройство по п.3, отличающееся тем, что оно снабжено установкой для обработки рабочих поверхностей люлек конвейера, содержащей бактерицидные лампы и блок сушки с коробом и калорифером. 11. Устройство по п.10, отличающееся тем, что ветвь конвейера, соединяющая участки в зонах окон загрузки и разгрузки, размещена над расстойным шкафом, а бактерицидные лампы, короб и калорифер установлены последовательно над этой ветвью конвейера по направлению его движения.Популярные патенты: 2495561 Машина лесозаготовительная ... 32 начинается перерезание дерева 32, осуществляя подачу выдвижением ползунов 19, рычаг 22 упирается в дерево 32 и при выдвижении ползунов 19 вперед сжимаются пружины 23. В этот момент самоходное шасси 1 останавливается, а прицеп 3 продолжает движение вперед посредством втягивания ползунов 15 приводами 17 или собственным ходом (при активных двигателях прицепа 3). В момент полного отделения дерева 32 от пня пружины 23 распрямляются и механизм сталкивания 22 сталкивает дерево с пня, подбивая комлевую часть. В результате, дерево 32, падая на лесозаготовительную машину, попадает в кониковые устройства 25. После падения дерева 32, пильный механизм 21 и рычаг 22 втягиванием ползунов 19 ... 2421965 Способ возделывания зерновых колосовых культур ... -2.1 Метионин 5 гФитолавин 300 1,5 л 2.2Метионин 5 г Метионин5 г Оценку эффективности применения в качестве действующего вещества метионина проводят после уборки урожая. Полученные результаты представлены в таблицах 5 и 6. Таблица 5 Оценка эффективности применения препаратов ВариантМасса колоса (средняя), гМасса стебля (средняя), г 00,3 0,40.1 0,7 0,90.2 1,2 2,21.0 0,5 0,61.1 1,2 1,31.2 0,9 1,12.0 0,4 0,52.1 1 1,42.2 1 2,4 Таблица 6 Влияние обработок на урожайность зерна с 1 м2 Вариант Масса зерна с 1 м 2, г 0220 0.1 400,20.2 619,2 1.0244,8 1.1 489,61.2 421,2 2.0231,5 2.1 6002.2 516 Из таблиц 5 и 6 видно, что применение метионина в ... 2153256 Инсектицидное средство и способ борьбы с вредителями сельскохозяйственных культур ... соотношениях его составляющих увеличивается относительно индивидуально карбофоса 50% к.э. на 14-25% и составляет 81,5-92,5% (таблица 1). Заявляемое инсектицидное средство в вариантах 8-10 превышает действие эталона - промет 400 - на 1,5 - 7,5%. При содержании в нем карбофоса 50% к. э. в количестве 99% эффективность инсектицидного средства на 7,5% превышает эталон. Дальнейшее снижение содержания карбофоса приводит к уменьшению биологической эффективности средства: ниже эталона на 6,5%, а увеличение его содержания в средстве более 99,3% не способствует увеличению эффективности средства. Таким образом, оптимальное соотношение компонентов в средстве составляет: карбофос 50% к.э.: ... 2129787 Инсектицидная композиция ... мг на 1 см2 указанного волокнистого носителя, а количество N-(2-этилгексил)бицикло[2.2.1] гепт-5-ен-2,3-дикарбоксимида (б) от 5 до 30 мг на 1 см2 указанного волокнистого ... 2452155 Лапа культиватора ... слоя и толщины металла лапы. Технический результат изобретения - повышение срока службы лапы культиватора при равномерном износе режущей части. Технический результат достигается тем, что в лапе культиватора, содержащей держатель, два крыла с наплавленными износостойким слоем лезвиями и носовую часть, наплавленный износостойкий слой выполнен на наружной поверхности каждого лезвия вдоль режущей кромки под углом 1-30° относительно края режущей кромки к носовой части, а носовая часть с наружной стороны имеет наплавленный слой. Толщина наплавленного слоя каждого лезвия составляет 0,04-0,85 от толщины крыла, а ширина наплавленного слоя составляет 2-30 от толщины наплавленного ... |
Еще из этого раздела: 2281637 Способ производства зеленого корма при возделывании в орошаемом земледелии и устройство для его осуществления 2278509 Брудер для обогрева сельскохозяйственных животных 2175833 Охладитель молока с аккумулятором холода 2400963 Передвижной перегрузчик для зерна сельскохозяйственных культур 2175189 Способ регенерации растений сорго в культуре in vitro 2260932 Способ уборки льна и тресты при неблагоприятных погодных условиях 2259707 Способ озеленения территорий многолетними декоративными древесными растениями 2233582 Устройство для охлаждения молока 2108695 Орудие для образования гребней в почве 2435369 Гербицидные композиции |
Изобретения в сельском хозяйстве
Обработка почвы в сельском и лесном хозяйствах
Посадка, посев, удобрение
Уборка урожая, жатва
Обработка и хранение продуктов полеводства и садоводства
Садоводство, разведение овощей, цветов, риса, фруктов, винограда, лесное хозяйство
Новые виды растений или способы их выращивания
Производство молочных продуктов
Животноводство, разведение и содержание птицы, рыбы, насекомых, рыбоводство, рыболовство
Поимка, отлов или отпугивание животных
Консервирование туш животных, или растений или их частей
Биоцидная, репеллентная, аттрактантная или регулирующая рост растений активность химических соединений или препаратов
Хлебопекарные печи, машины и прочее оборудование для хлебопечения
Машины или оборудование для приготовления или обработки теста
Обработка муки или теста для выпечки, способы выпечки, мучные изделия
|
|
||